HEIDENHAIN TNC 426 (280 476) Pilot Uživatelská příručka
Stránka 52
53
Cykly
pro
zhotovován
děr
a
závitů
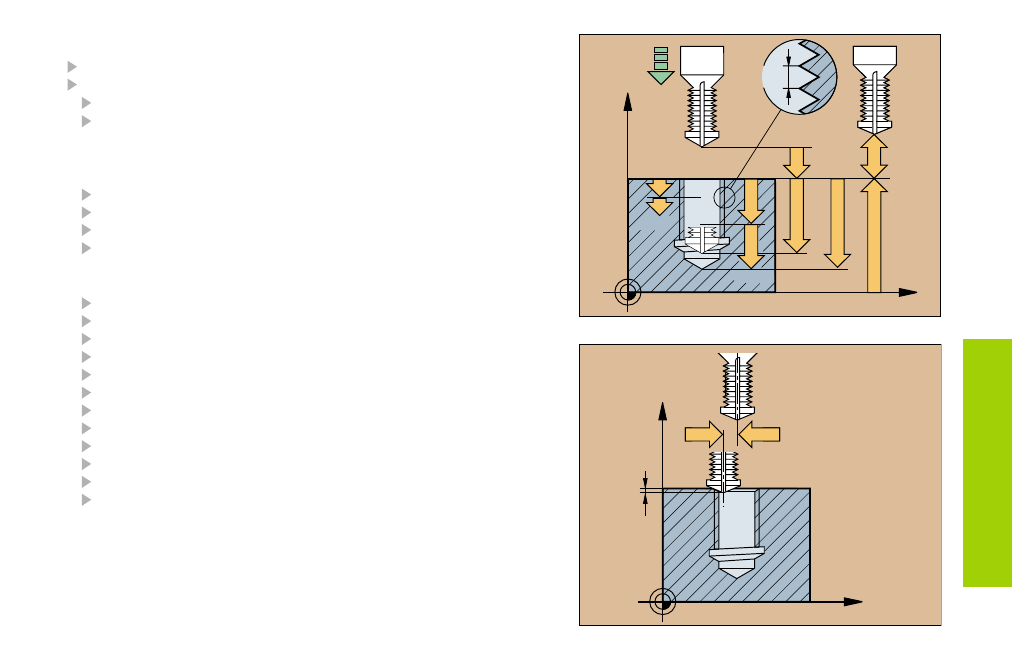
VRTACÍ FRÉZOVÁNÍ ZÁVITŮ (264)
Předpolohován ve středu d ry s R0
CYCL DEF: zvolit cyklus 264 VRTACÍ FRÉZOVÁNÍ ZÁVITŮ
C lový průměr závitu: Q335
Stoupán závitu: Q239
Znaménko určuje pravý a levý závit:
• pravý závit: +
• levý závit: –
Hloubka závitu: vzdálenost povrch obrobku – konec závitu: Q201
Hloubka vrtán vzdálenost povrch obrobku – dno d ry: Q356
Posuv předpolohován : Q253
Způsob frézován : Q351
• sousledně: +1
• nesousledně: –1
Hloubka př suvu: Q202
Představná vzdálenost nahoře: Q258
Hloubka vrtán do odlomen tř sky: Q257
Zpětný pohyb při odlomen tř sky: Q256
Časová prodleva dole: Q211
Hloubka zahlouben na čele: Q358
Přesazen zahlouben na čele: Q359
Bezpečnostn vzdálenost: Q200
Souřadnice povrchu obrobku: Q203
2. bezpečnostn vzdálenost: Q204
Posuv př suvu do hloubky: Q206
Posuv pro frézován : Q207
X
Z
Q203
Q239
Q201
Q204
Q200
Q253
Q202
Q257
Q356
X
Z
Q359
Q359
Q358