HEIDENHAIN TNC 426 (280 476) Pilot Uživatelská příručka
Stránka 72
73
SLcykly
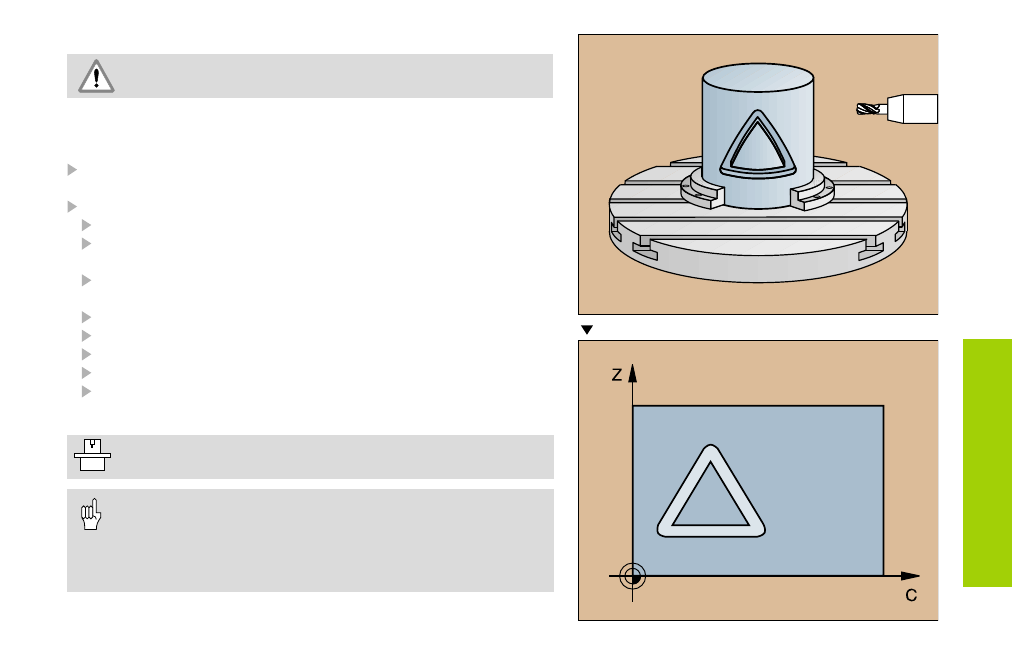
VÁLCOVÝ PLÁŠŤ (27)
Cyklus vyžaduje frézu s čeln m ozuben m (DIN 844) !
Pomoc cyklu 27 VÁLCOVÝ PLÁŠŤ může být na pláš válce přenesen
dř ve v rozvinutém stavu definovaný obrys.
Nadefinovat obrys v podprogramu a určit jej pomoc cyklu
14 OBRYS
CYCL DEF: zvolit cyklus 27 VÁLCOVÝ PLÁŠ
Hloubka frézován Q1
Př davek načisto pro stranu Q3: př davek načisto (zadat Q3>0
nebo Q3<0)
Bezpečnostn vzdálenost Q6: vzdálenost mezi nástrojem a
povrchem obrobku
Hloubka př suvu Q10
Posuv na hloubku Q11
Posuv pro frézován Q12
Radius válce Q16: poloměr válce
Způsob kótován ? stupně=0 mm/inch=1 Q17: souřadnice v
podprogramu ve stupn ch nebo mm
• Stroj a TNC mus být předem od výrobce připraveny pro
cyklus VÁLCOVÝ PLÁŠŤ !
• Obrobek mus být na stole upnut vystředěně !
• Osa nástroje mus být kolmá k rovině otočného stolu !
• Cyklus 14 OBRYS sm obsahovat pouze jedno LBL č slo !
• Podprogram sm obsahovat maximálně 128 př mkových
úseků !
Rozvinut