Frézování závitu (cyklus 262) – HEIDENHAIN iTNC 530 (340 49x-04) Pilot Uživatelská příručka
Stránka 58
58
Cy
kly pro zhotovov
ání otvo
rů
a
závi
tů
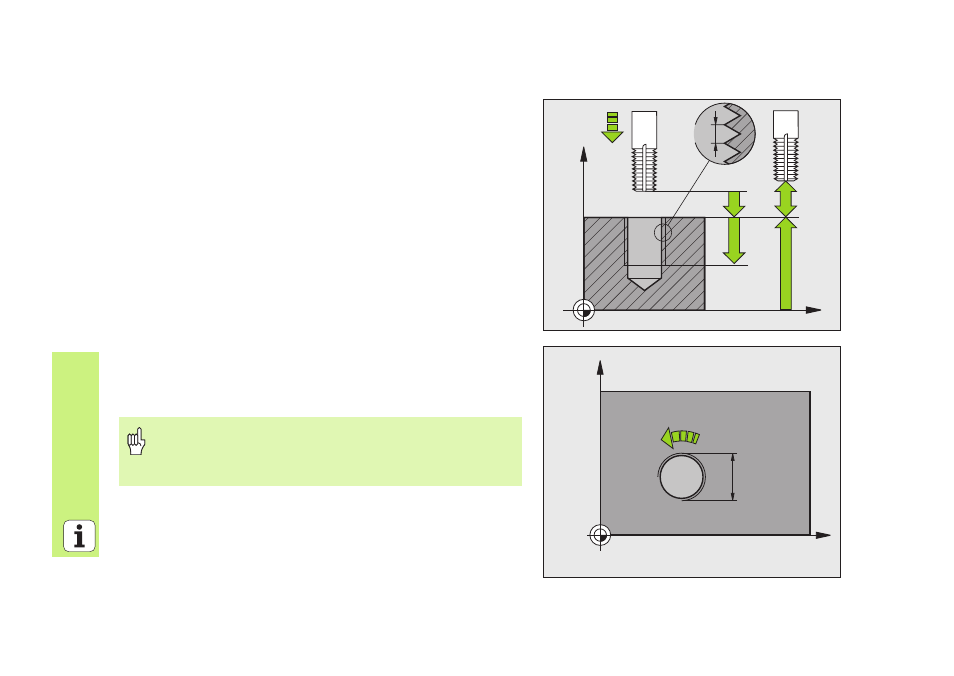
FRÉZOVÁNÍ ZÁVITU (cyklus 262)
Předpolohování do středu otvoru pomocí R0
CYCL DEF: zvolte cyklus 262 FRÉZOVÁNÍ ZÁVITU
Cílový průměr závitu: Q335
Stoupání závitu: Q239
Znaménko definuje pravý nebo levý závit:
Pravý závit: +
Levý závit: -
Hloubka závitu: vzdálenost mezi povrchem obrobku a koncem závitu:
Q201
Počet chodů pro přesazování: Q355
Polohovací posuv: Q253
Druh frézování: Q351
Sousledně: +1
Nesousledně: -1
Bezpečná vzdálenost: Q200
Souřadnice povrchu obrobku: Q203
2. bezpečná vzdálenost: Q204
Posuv při frézování: Q207
Mějte na paměti, že před najetím vykonává TNC vyrovnávací
pohyb v ose nástroje. Velikost tohoto vyrovnávacího pohybu
závisí na stoupání závitu. Dbejte proto na dostatečný prostor
v díře!
X
Z
Q203
Q253
Q239
Q201
Q204
Q200
X
Y
Q207
Q335