Čelní frézování (cyklus 232), 86 cy kly pro plo šné frézování (ř ádkován í) – HEIDENHAIN iTNC 530 (340 49x-04) Pilot Uživatelská příručka
Stránka 86
Advertising
86
Cy
kly pro plo
šné frézování
(ř
ádkován
í)
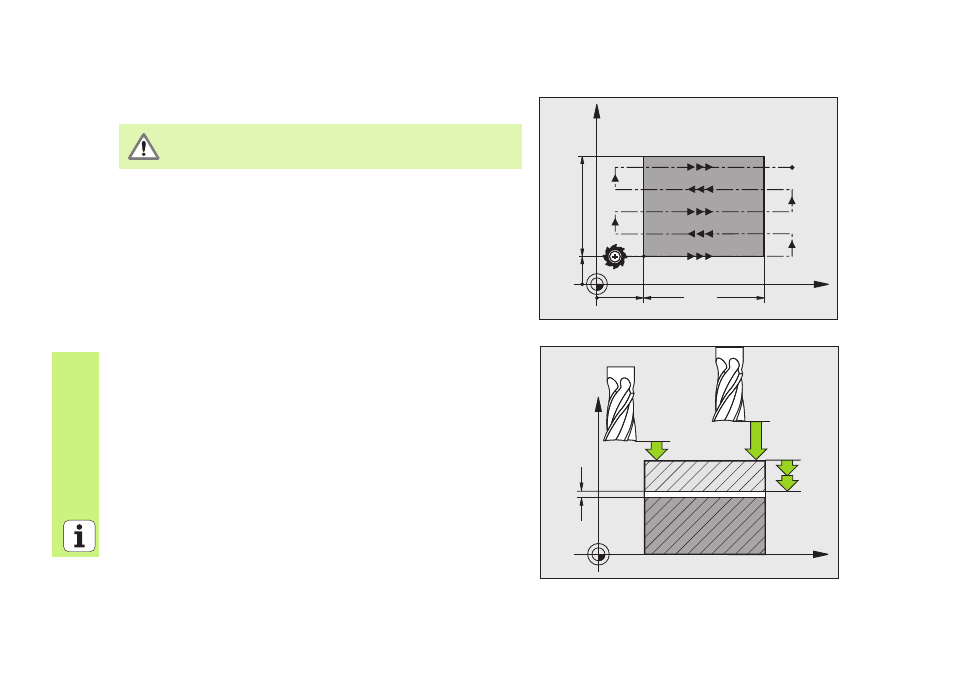
ČELNÍ FRÉZOVÁNÍ (Cyklus 232)
CYCL DEF: zvolte cyklus 232 ČELNÍ FRÉZOVÁNÍ
Strategie obrábění: Q389
Výchozí bod v 1. ose: Q225
Výchozí bod v 2. ose: Q226
Výchozí bod v 3. ose: Q227
Koncový bod v 3. ose: Q386
1. délka strany: Q218
2. délka strany: Q219
Maximální hloubka přísuvu: Q202
Přídavek na dokončení hloubky: Q369
Maximální koeficient překrytí drah: Q370
Posuv při frézování: Q207
Posuv obrábění načisto: Q385
Polohovací posuv: Q253
Bezpečná vzdálenost: Q200
Bezpečná vzdálenost na straně: Q357
2. bezpečná vzdálenost: Q204
Zadejte 2. bezpečnou vzdálenost Q204 tak, aby nemohlo
dojít ke kolizi s obrobkem nebo upínadly.
X
Y
Q226
Q225
Q21
9
Q218
X
Z
Q202
Q200
Q204
Q369
Advertising