Vrtací frézování závitu (cyklus 264), 60 cy kly pro zhotovov ání otvo rů a závi tů – HEIDENHAIN iTNC 530 (340 49x-04) Pilot Uživatelská příručka
Stránka 60
60
Cy
kly pro zhotovov
ání otvo
rů
a
závi
tů
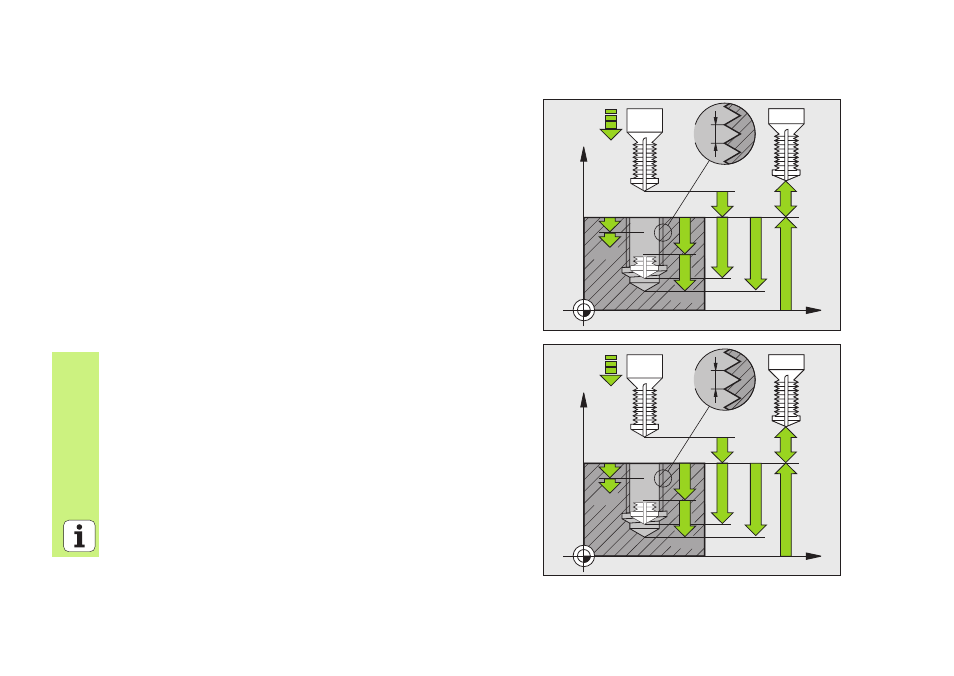
VRTACÍ FRÉZOVÁNÍ ZÁVITU (cyklus 264)
Předpolohování do středu otvoru pomocí R0
CYCL DEF: zvolte cyklus 264 VRTACÍ FRÉZOVÁNÍ ZÁVITU
Cílový průměr závitu: Q335
Stoupání závitu: Q239
Znaménko definuje pravý nebo levý závit:
Pravý závit: +
Levý závit: -
Hloubka závitu: vzdálenost mezi povrchem obrobku a koncem závitu:
Q201
Hloubka otvoru: vzdálenost povrchu obrobku – dna díry: Q356
Polohovací posuv: Q253
Druh frézování: Q351
Sousledně: +1
Nesousledně: -1
Hloubka přísuvu: Q202
Představná vzdálenost nahoře: Q258
Hloubka vrtání až do přerušení třísky: Q257
Zpětný pohyb při přerušení třísky: Q256
Časová prodleva dole: Q211
Čelní hloubka zahloubení: Q358
Přesazení zahloubení z čela: Q359
Bezpečná vzdálenost: Q200
Souřadnice povrchu obrobku: Q203
2. bezpečná vzdálenost: Q204
Posuv přísuvu do hloubky: Q206
Posuv při frézování: Q207
X
Z
Q203
Q239
Q201
Q204
Q200
Q253
Q202
Q257
Q356
X
Z
Q203
Q239
Q201
Q204
Q200
Q253
Q202
Q257
Q356