6 rytí (cyklus 225, din/iso: g225), Provádění cyklu, Dodržovat při programování – HEIDENHAIN 530 (340 49x-07) Cycle programming Uživatelská příručka
Stránka 317: Viz „rytí (cyklus 225, Din/iso: g225)” na stránce 317), Provádění cyklu dodržovat při programování
HEIDENHAIN iTNC 530
317
12.6 R
Y
TÍ (cyklus 225, DIN/ISO:
G225)
12.6 RYTÍ (cyklus 225,
DIN/ISO: G225)
Provádění cyklu
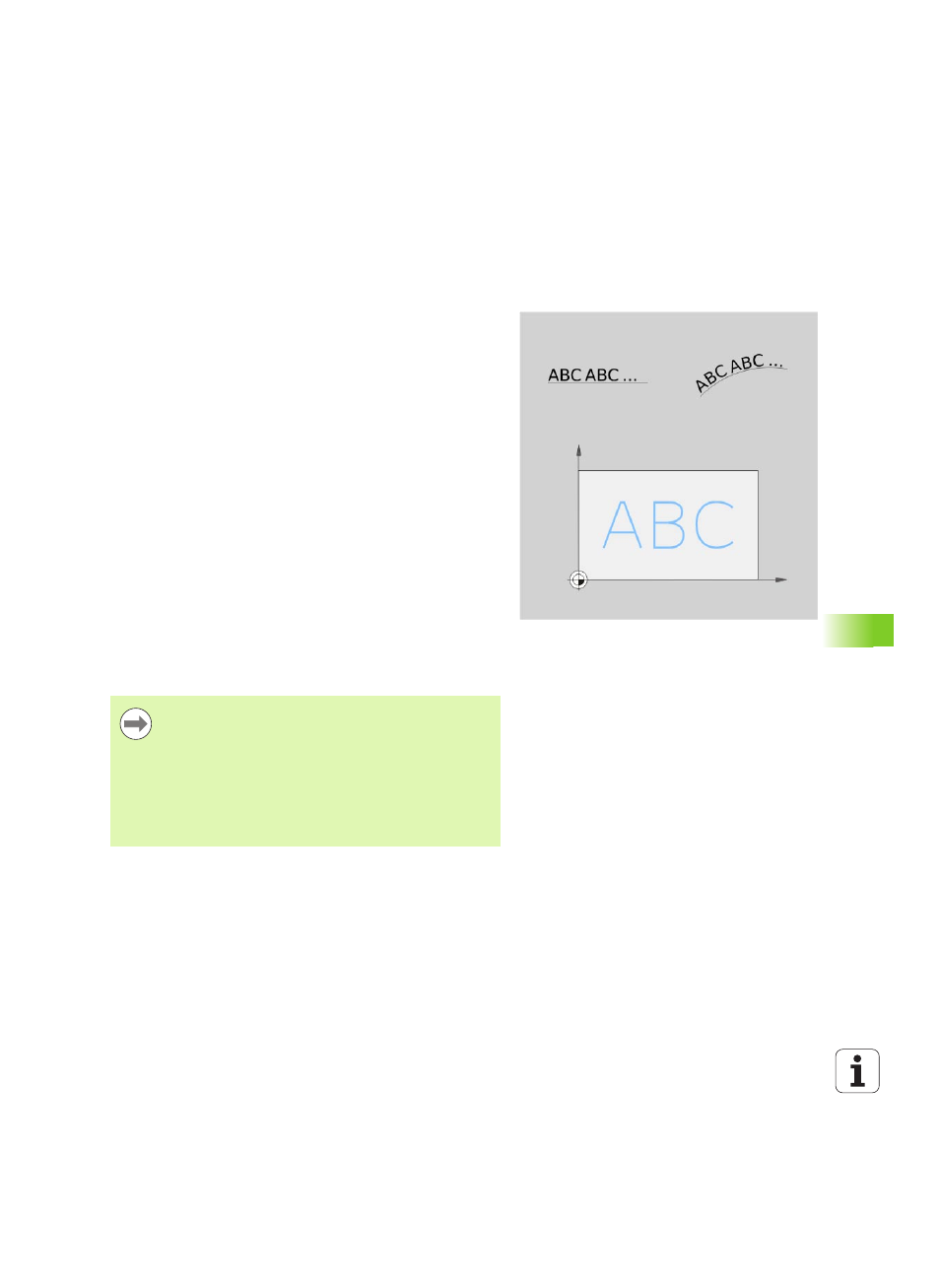
Tímto cyklem lze rýt texty na rovnou plochu obrobku. Tyto texty lze
umístit na přímku nebo na kruhový oblouk.
1 TNC polohuje v obráběcí rovině ke startovnímu bodu prvního
znaku.
2 Nástroj se zanoří kolmo na hloubku rytí a frézuje znak. Potřebné
zdvihání mezi znaky provádí TNC na bezpečnou vzdálenost. Na
konci znaku nástroj stojí v bezpečné vzdálenosti nad povrchem.
3 Tento postup se opakuje pro všechny ryté znaky.
4 Nakonec polohuje TNC nástroj na 2. bezpečnou vzdálenost.
Dodržovat při programování!
Znaménko parametru cyklu Hloubka definuje směr
obrábění.
Když ryjete text na přímce (Q516=0), tak poloha nástroje
při vyvolání cyklu určuje startovní bod prvního znaku.
Když ryjete text na kruhu (Q516=1), tak poloha nástroje při
vyvolání cyklu určuje střed kruhu.
Rytý text můžete předat také v řetězcových proměnných
(QS).