HEIDENHAIN 530 (340 49x-07) Cycle programming Uživatelská příručka
Stránka 324
324
Cykly: Speciální funkce
12.7 INTERPOLA
Č
NÍ SOU
S
TR
UŽENÍ (v
oli
tel
ný
sof
tware, cyklus 290,
DIN/ISO:
G290)
Frézování obrysu
Zadáním Q444=0 můžete plochy frézovat. Pro toto obrábění použijte
frézu s rádiusem břitu (R2). Je-li na plochách velký přídavek, tak ho
obvykle můžete frézováním lépe odstranit než interpolačním
soustružením.
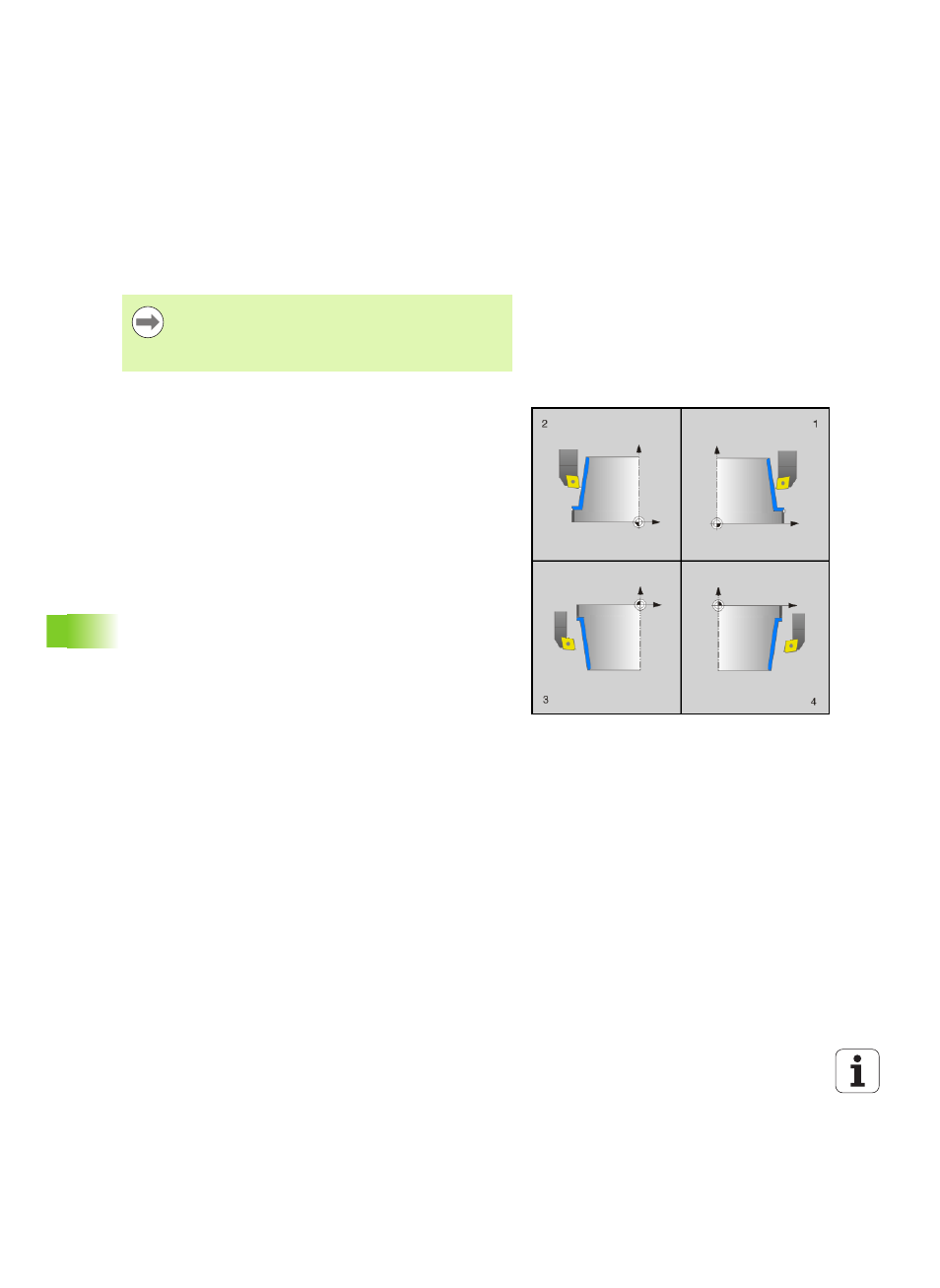
Varianty obrábění
Kombinací startovního a koncového bodu s úhly Q495 a Q496 vznikají
následující možnosti obrábění:
Vnější obrábění v kvadrantu 1 (1):
Úhel obvodové plochy Q495 zadejte kladný
Úhel čelní plochy Q496 zadejte záporný
Zadejte start obrysu X Q491 menší než konec obrysu X Q493
Zadejte start obrysu Z Q492 větší než konec obrysu Z Q494
Vnitřní obrábění v kvadrantu 2 (2):
Úhel obvodové plochy Q495 zadejte záporný
Úhel čelní plochy Q496 zadejte kladný
Zadejte start obrysu X Q491 větší než konec obrysu X Q493
Zadejte start obrysu Z Q492 větší než konec obrysu Z Q494
Vnější obrábění v kvadrantu 3 (3):
Úhel obvodové plochy Q495 zadejte kladný
Úhel čelní plochy Q496 zadejte záporný
Zadejte start obrysu X Q491 větší než konec obrysu X Q493
Zadejte start obrysu Z Q492 menší než konec obrysu Z Q494
Vnitřní obrábění v kvadrantu 4 (4):
Úhel obvodové plochy Q495 zadejte záporný
Úhel čelní plochy Q496 zadejte kladný
Zadejte start obrysu X Q491 menší než konec obrysu X Q493
Zadejte start obrysu Z Q492 menší než konec obrysu Z Q494
Cyklus také umožňuje frézování s více řezy.
Uvědomte si, že při frézování posuv odpovídá údaji v Q440
(řezná rychlost). Jednotka řezné rychlosti je metr za
minutu.