7 kruhový čep (cyklus 257, din/iso: g257), Provádění cyklu, U (viz „kruhový čep – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Uživatelská příručka
Stránka 167: Cyklus 257, din/iso: g257)” na straně 167)
HEIDENHAIN iTNC 530
167
5.7 KRUHOVÝ
Č
EP (cyklus 257, DIN/ISO:
G257)
5.7 KRUHOVÝ ČEP (cyklus 257,
DIN/ISO: G257)
Provádění cyklu
Cyklem kruhového čepu 257 můžete obrábět kruhový čep. Je-li
průměr polotovaru větší než je maximálně možný boční přísuv, tak
TNC provádí přísuvy po spirále, až se dosáhne průměr hotového dílce.
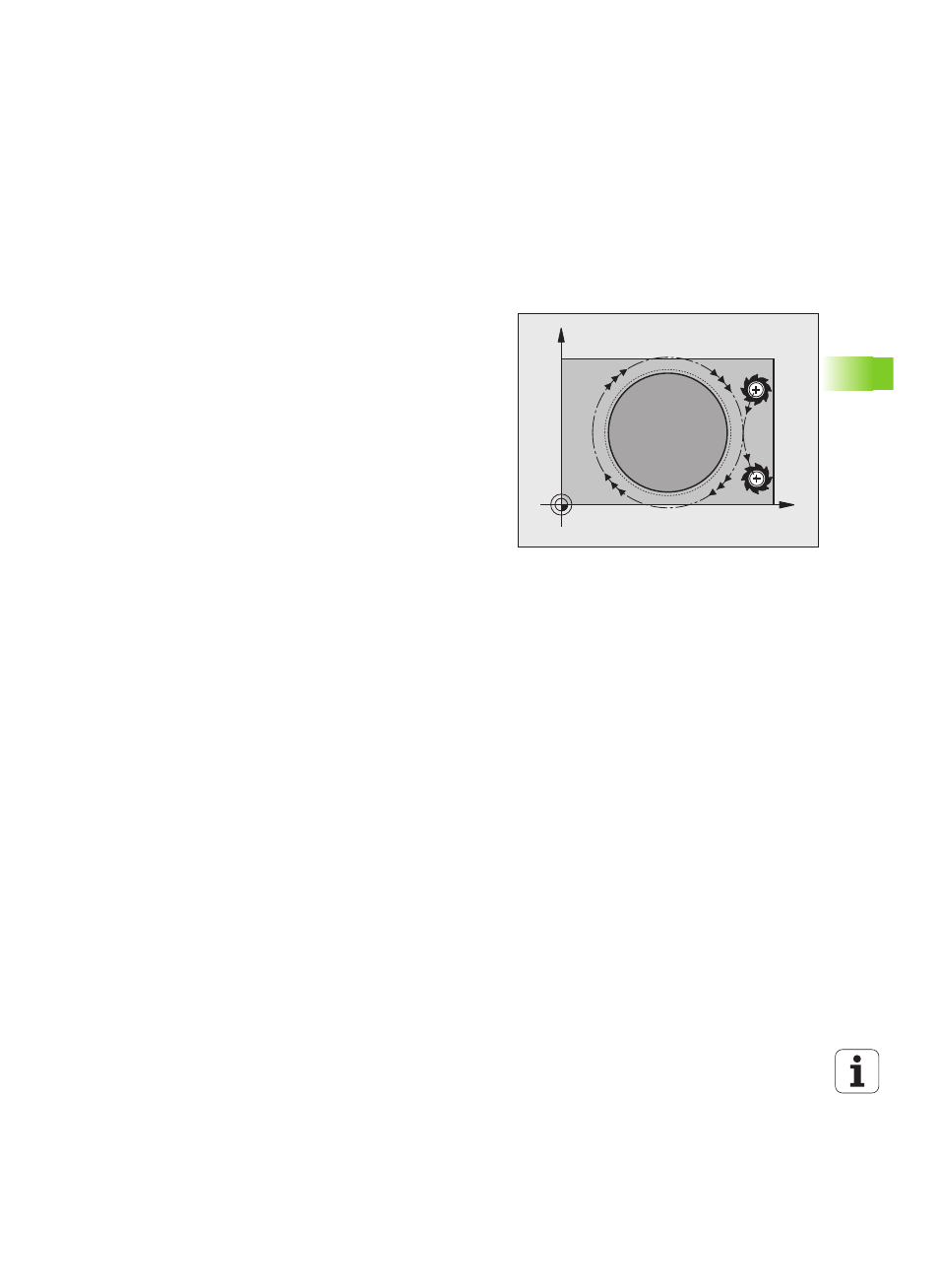
1 Nástroj vyjede z výchozí pozice cyklu (střed čepu) do startovní
polohy obrábění čepu. Startovní polohu určíte polárním úhlem,
vztaženým ke středu čepu, v parametru Q376
2 Stojí-li nástroj na 2. bezpečné vzdálenosti, přejede TNC
rychloposuvem FMAX na bezpečnou vzdálenost a odtud posuvem
pro přísuv do hloubky na první hloubku přísuvu
3 Potom najede nástroj tangenciálně po spirále na obrys čepu a
ofrézuje jeden oběh.
4 Nelze-li dosáhnout konečný průměr dílce jedním oběhem, tak TNC
přisouvá nástroj po spirále tak dlouho až dosáhne průměr
hotového dílce. TNC přitom bere do úvahy průměr polotovaru,
konečný průměr dílce a povolený boční přísuv
5 TNC odjede nástrojem po spirále směrem od obrysu
6 Je-li potřeba více přísuvů do hloubky, tak se provede nový přísuv
do hloubky v bodu, který je nejbližší k odjezdu
7 Tento postup se opakuje, až se dosáhne naprogramované
hloubky.
8 TNC polohuje nástroj na konci cyklu výlučně v ose nástroje na
bezpečnou výšku definovanou v cyklu. Koncová pozice tudíž
nesouhlasí s výchozí polohou.
X
Y