Parametry cyklu – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Uživatelská příručka
Stránka 205
HEIDENHAIN iTNC 530
205
7.8 DOKON
Č
ENÍ ST
Ě
N (cyklus 24, DIN/ISO:
G124)
Parametry cyklu
Smysl otáčení? Ve smyslu hodinových ručiček = -1 Q9:
Směr obrábění:
+1:otáčení proti smyslu hodinových ručiček
–1:otáčení ve smyslu hodinových ručiček
Alternativně PREDEF
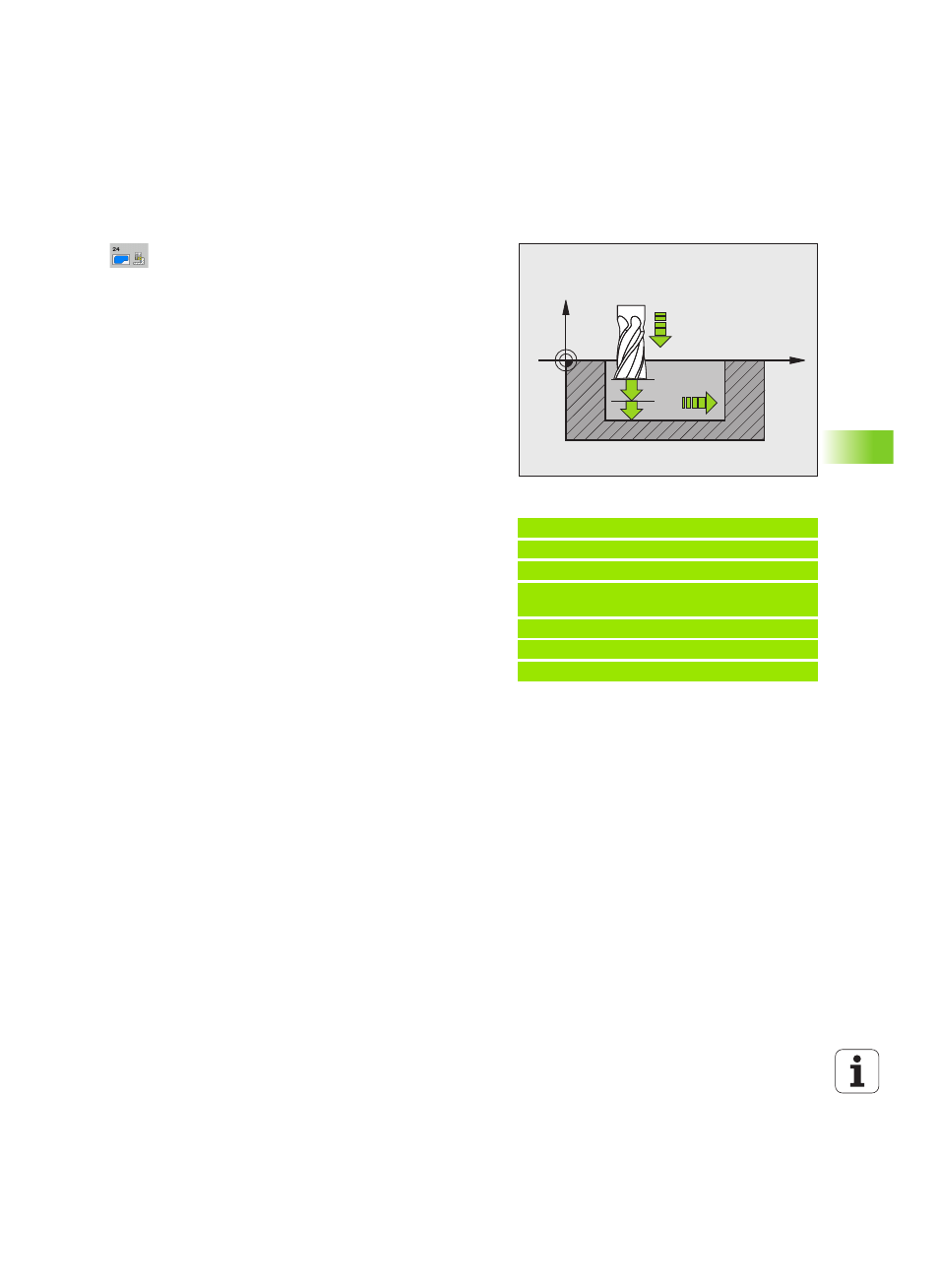
Hloubka přísuvu Q10 (inkrementálně): rozměr, o který
se nástroj pokaždé přisune. Rozsah zadávání
-99 999,9999 až 99 999,9999
Posuv přísuvu do hloubky Q11: posuv při zanořování.
Rozsah zadávání 0 až 99 999,9999; alternativně
FAUTO, FU, FZ
Posuv vyhrubování Q12: frézovací posuv. Rozsah
zadávání 0 až 99 999,9999; alternativně FAUTO, FU,
FZ
Přídavek na dokončení stěny Q14 (inkrementálně):
přídavek pro vícenásobné dokončování; zadáte-li
Q14 = 0, pak se odstraní poslední zbytek přídavku.
Rozsah zadávání -99 999,9999 až 99 999,9999
Hrubovací nástroj Q438 popř. QS438: číslo nebo
název nástroje, jímž TNC obrysovou kapsu
vyhruboval. Přepnutí na zadání názvu: stiskněte
softklávesu NÁZEV NÁSTROJE. TNC vloží znak
horních uvozovek automaticky při opuštění
zadávacího políčka.
Startovní bod najížděcí kružnice dráhy pro obrábění
načisto leží na vnější hrubovací dráze cyklu 22, kterou
TNC vypočítá ze součtu rádiusu hrubovací frézy a
přídavku na stranu Q3 v cyklu 20. Při zadání Q438=0
(hrubovací nástroj je roven nulovému nástroji) můžete
přídavkem Q3 pro obrábění načisto v cyklu 20
definovat vzdálenost startovního bodu od obrysu.
Rozsah zadávání -32767,9 až +32767,9 při zadání
čísel, maximálně 32 znaků při zadání názvu.
Příklad: NC-bloky
61 CYCL DEF 24 DOKONČENÍ STĚN
Q9=+1
;SMYSL OTÁČENÍ
Q10=+5
;HLOUBKA PŘÍSUVU
Q11=100 ;POSUV PŘÍSUVU DO
HLOUBKY
Q12=350 ;POSUV HRUBOVÁNÍ
Q14=+0
;PŘÍDAVEK PRO STĚNU
Q438=+0 ;HRUBOVACÍ NÁSTROJ
X
Z
Q11
Q12
Q10