Při programování dbejte na tyto body – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Uživatelská příručka
Stránka 270
270
Obráběcí cykly: Řádkování (plošné frézování)
10.4 PRA
V
IDELNÁ PLOCHA (c
yklus 231, DIN/ISO:
G231)
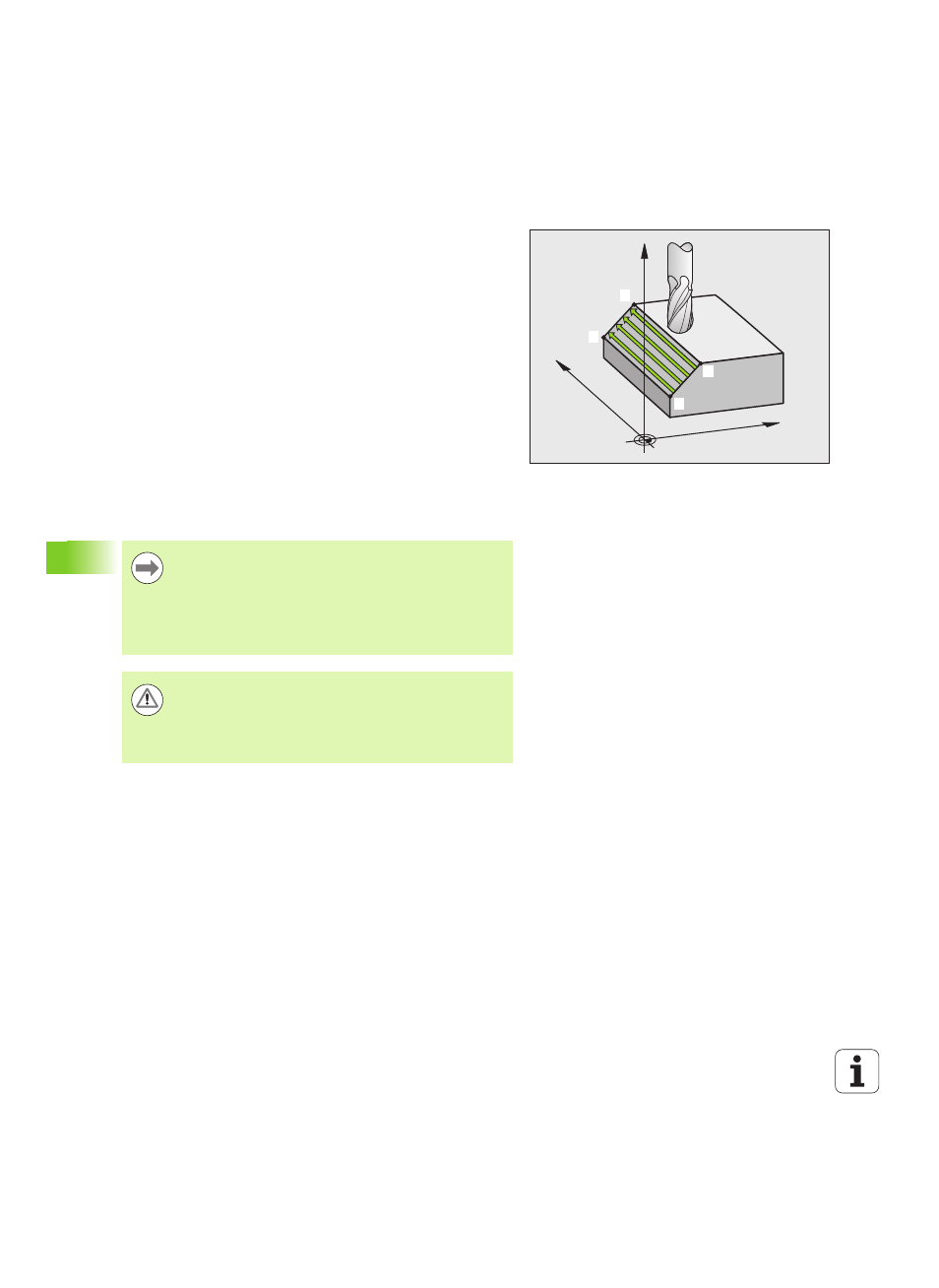
Vedení řezu
Bod startu a tím i směr frézování jsou libovolně volitelné, protože TNC
vede jednotlivé řezy zásadně z bodu
1
do bodu
2
a celý proces probíhá
z bodu
1
/
2
do bodu
3
/
4
. Bod
1
můžete umístit na kterýkoli roh
obráběné plochy.
Při použití stopkových fréz můžete jakost povrchu zoptimalizovat:
Tlačeným řezem (souřadnice bodu
1
v ose vřetena je větší než
souřadnice bodu
2
v ose vřetena) u málo nakloněných ploch.
Taženým řezem (souřadnice bodu
1
v ose vřetena je menší než
souřadnice bodu
2
v ose vřetena) u silně nakloněných ploch.
U dvoustranně zešikmených ploch určete směr hlavního pohybu
(z bodu
1
do bodu
2
) ve směru většího sklonu.
Při použití kulových fréz můžete jakost povrchu zoptimalizovat:
U dvoustranně zešikmených ploch určete směr hlavního pohybu
(z bodu
1
do bodu
2
) kolmo ke směru největšího sklonu.
Při programování dbejte na tyto body!
X
Y
Z
1
4
3
2
TNC napolohuje nástroj z aktuální polohy přímkovým
pohybem ve 3D do bodu startu
1
. Nástroj předpolohujte
tak, aby nemohlo dojít ke kolizi s obrobkem nebo upínadly.
TNC přejíždí nástrojem s korekcí rádiusu R0 mezi
zadanými polohami.
Případně cyklus vyžaduje frézu s čelními zuby (DIN 844).
Pozor nebezpečí kolize!
Bitem 0 strojního parametru 7441 nastavíte, zda má TNC
vydat chybové hlášení (bit 0=0) nebo ne (bit 0=1) pokud
vřeteno při vyvolání cyklu neběží. Tato funkce musí být
také přizpůsobena vaším výrobcem stroje.