2 práce s paralelními osami u, v a w, Přehled – HEIDENHAIN TNC 620 (340 56x-02) Uživatelská příručka
Stránka 321
HEIDENHAIN TNC 620
321
10.2 Práce s p
aralelními osami U, V a W
10.2 Práce s paralelními osami U, V
a W
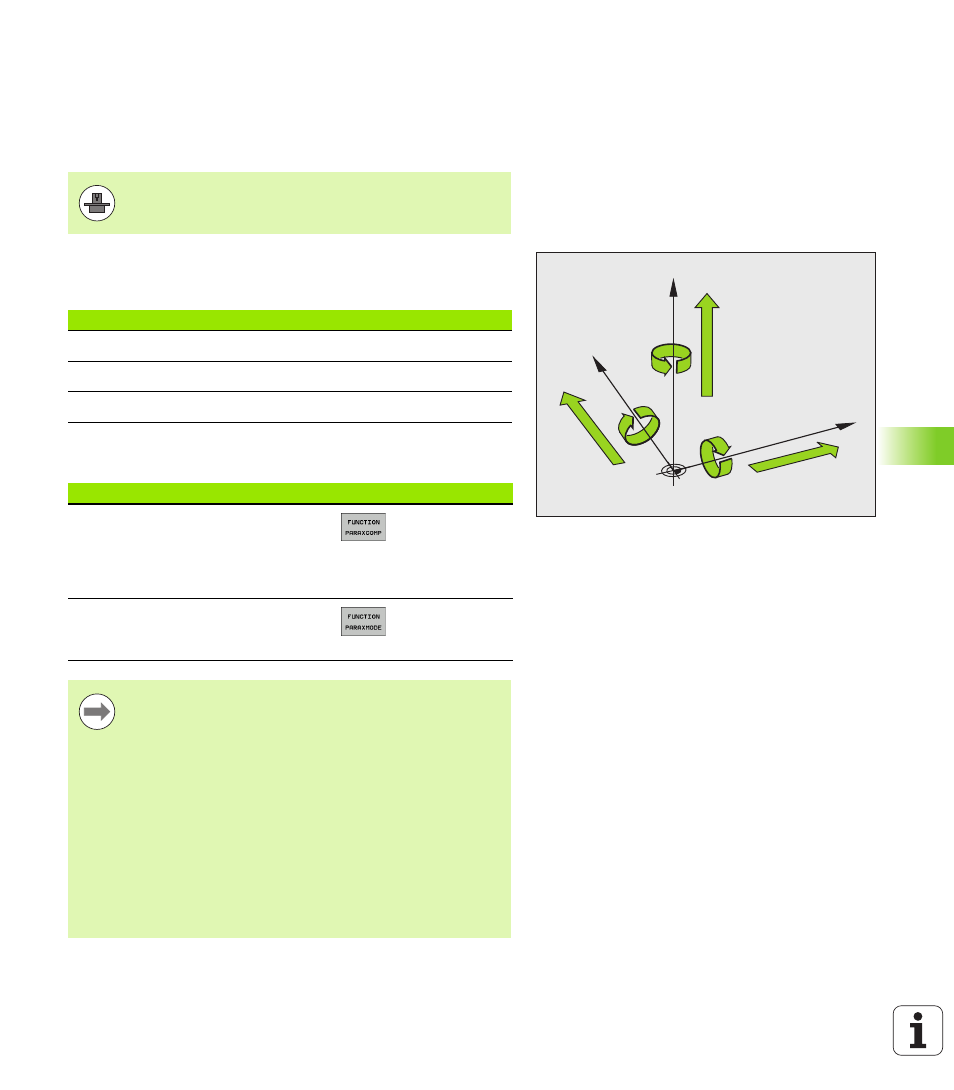
Přehled
Vedle hlavních os X, Y a Z existují rovnoběžně probíhající přídavné
osy U, V a W (paralelní osy). Hlavní a paralelní osy jsou vůči sobě
pevně přiřazené:
TNC dává pro obrábění s paralelními osami U, V a W k dispozici
následující funkce:
Chcete-li využívat funkce pro paralelní osy, tak váš stroj k
tomu musí být konfigurovaný od výrobce.
W+
C+
B+
V+
A+
U+
Y
X
Z
Hlavní osa
Paralelní osa
Rotační osa
X
U
A
Y
V
B
Z
W
C
Funkce
Význam
Softtlačítko
Strana
PARAXCOMP
Definování
požadovaného
chování TNC při
polohování
paralelních os
PARAXMODE
Určení os se kterými
má TNC provést
obrábění
Po náběhu TNC je vždy platná standardní konfigurace.
TNC automaticky zruší funkce paralelních os při těchto
funkcích:
Volba programu
Konec programu
M2 popř. M30
Přerušení programu (PARAXCOMP zůstává aktivní)
PARAXCOMP OFF (Paraxcomp VYP) popř.
PARAXMODE OFF (Paraxmode VYP)
Před změnou kinematiky stroje musíte funkce paralelních
os vypnout.