Příklad: fk-programování 1 – HEIDENHAIN TNC 620 (34056x-04) Uživatelská příručka
Stránka 218
Programování: Programování obrysů
6.6
Dráhové pohyby – volné programování obrysů FK (volitelný
software Advance programming features – Pokročilé programovací
funkce)
6
218
TNC 620 | Uživatelská příručka programování s popisným dialogem HEIDENHAIN | 8/2013
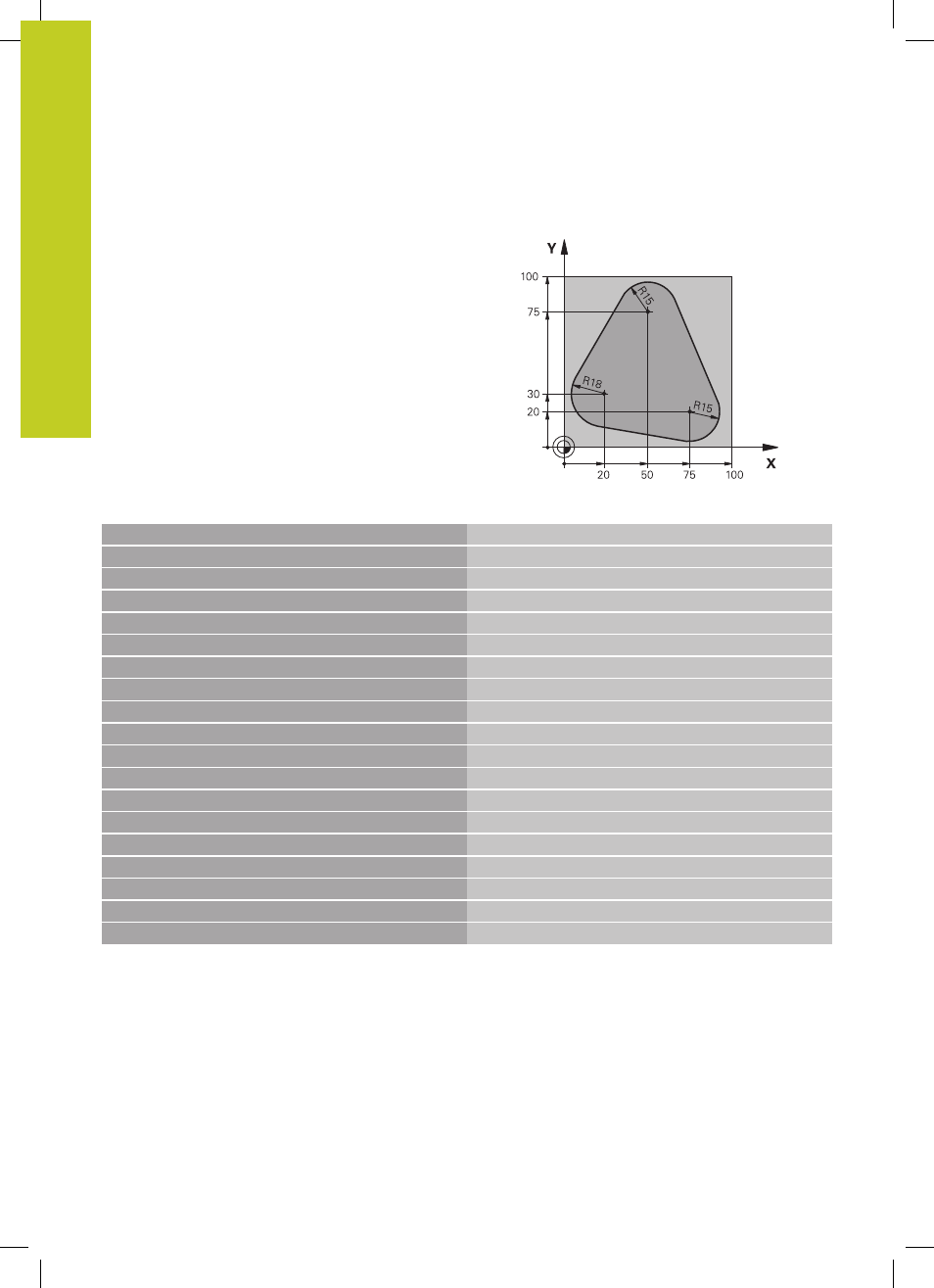
Příklad: FK-programování 1
0 BEGIN PGM FK1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definice neobrobeného polotovaru
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S500
Vyvolání nástroje
4 L Z+250 R0 FMAX
Odjetí nástroje
5 L X-20 Y+30 R0 FMAX
Předpolohování nástroje
6 L Z-10 R0 F1000 M3
Najetí na hloubku obrábění
7 APPR CT X+2 Y+30 CCA90 R+5 RL F250
Najetí na obrys po kružnici s tangenciálním napojením
8 FC DR- R18 CLSD+ CCX+20 CCY+30
FK-úsek:
9 FLT
Ke každému prvku obrysu naprogramujte známé údaje
10 FCT DR- R15 CCX+50 CCY+75
11 FLT
12 FCT DR- R15 CCX+75 CCY+20
13 FLT
14 FCT DR- R18 CLSD- CCX+20 CCY+30
15 DEP CT CCA90 R+5 F1000
Odjetí od obrysu po kružnici s tangenciálním napojením
16 L X-30 Y+0 R0 FMAX
17 L Z+250 R0 FMAX M2
Odjetí nástroje, konec programu
18 END PGM FK1 MM