Struktura programu – HEIDENHAIN TNC 620 (34056x-04) Uživatelská příručka
Stránka 50
První kroky s TNC 620
1.3
Programování prvního dílce
1
50
TNC 620 | Uživatelská příručka programování s popisným dialogem HEIDENHAIN | 8/2013
Struktura programu
Obráběcí programy by měly být pokud možno s podobnou
strukturou. To zvyšuje přehlednost, urychluje programování a
omezuje zdroje chyb.
Doporučená struktura programu u jednoduchých, konvenčních
obrábění obrysů
1 Vyvolání nástroje, definování jeho osy
2 Odjet nástrojem
3 Předpolohovat do obráběcí roviny do blízkosti bodu startu obrysu
4 Předpolohování nad obrobkem do osy nástroje nebo hned do
hloubky, dle potřeby zapnout vřeteno / přívod chladicí kapaliny
5 Najetí na obrys
6 Obrábění obrysu
7 Opuštění obrysu
8 Odjetí nástrojem, ukončení programu
Podrobné informace k tomuto tématu
Programování obrysů: viz "Pohyby nástroje", Stránka 172
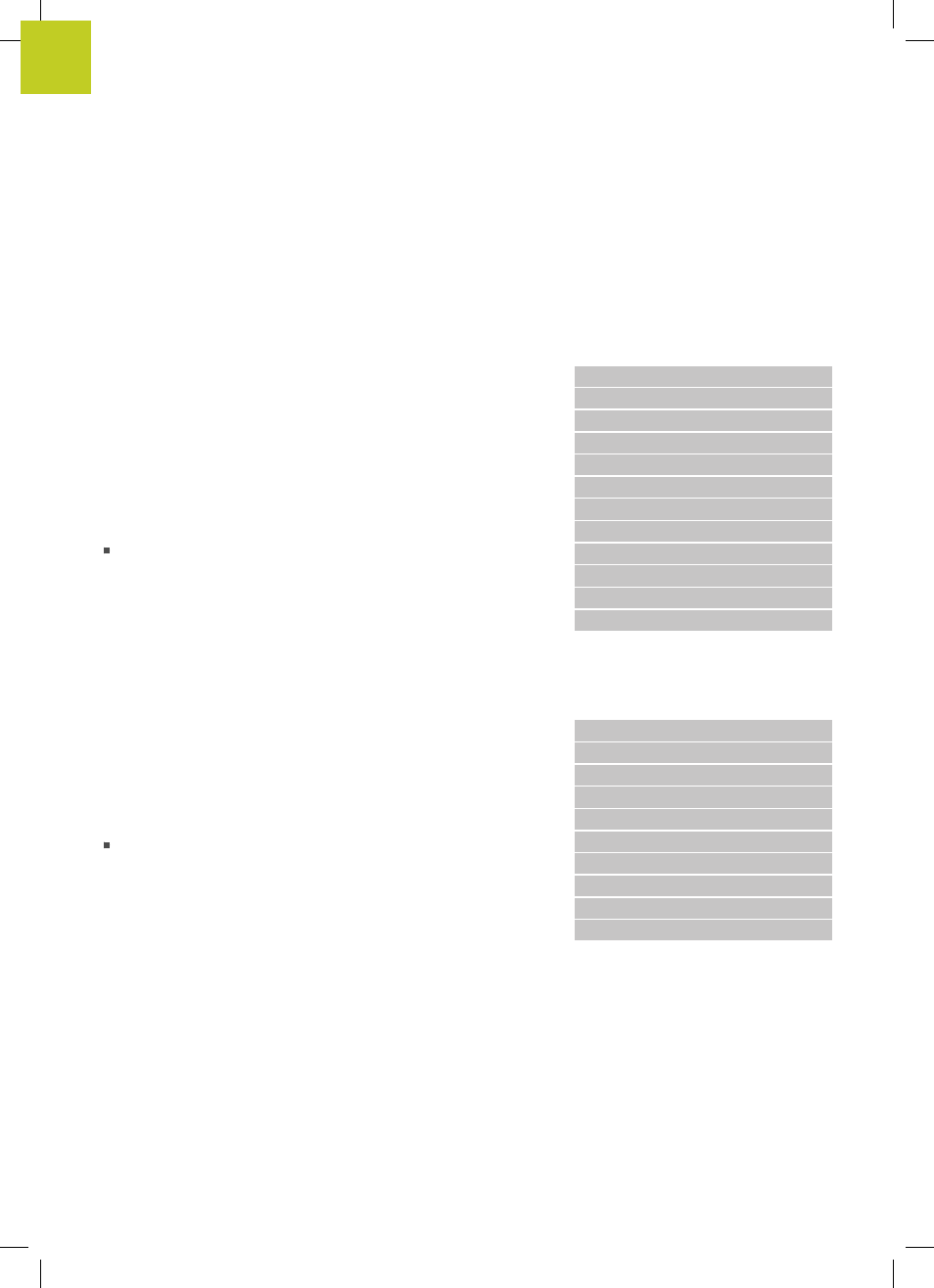
Struktura programu k programování
obrysů
0 BEGIN PGM BSPCONT MM
1 BLK FORM 0.1 Z X... Y... Z...
2 BLK FORM 0.2 X... Y... Z...
3 TOOL CALL 5 Z S5000
4 L Z+250 R0 FMAX
5 L X... Y... R0 FMAX
6 L Z+10 R0 F3000 M13
7 APPR ... RL F500
...
16 DEP ... X... Y... F3000 M9
17 L Z+250 R0 FMAX M2
18 END PGM BSPCONT MM
Doporučená struktura programu u jednoduchých programů s
cykly
1 Vyvolání nástroje, definování jeho osy
2 Odjetí nástroje
3 Definování obráběcích pozic
4 Definování obráběcího cyklu
5 Vyvolání cyklu, zapnutí vřetena / chladicí kapaliny
6 Odjetí nástrojem, ukončení programu
Podrobné informace k tomuto tématu
Programování cyklů: Viz Příručka uživatele cyklů
Struktura programu k programování
cyklů
0 BEGIN PGM BSBCYC MM
1 BLK FORM 0.1 Z X... Y... Z...
2 BLK FORM 0.2 X... Y... Z...
3 TOOL CALL 5 Z S5000
4 L Z+250 R0 FMAX
5 PATTERN DEF POS1( X... Y... Z... ) ...
6 CYCL DEF...
7 CYCL CALL PAT FMAX M13
8 L Z+250 R0 FMAX M2
9 END PGM BSBCYC MM