Viz „virtuální osa vt” na stránce 380) – HEIDENHAIN iTNC 530 (60642x-03) ISO programming Uživatelská příručka
Stránka 380
380
Programování: Speciální funkce
11
.5 Globální nast
avení programu (volitelný sof
tware)
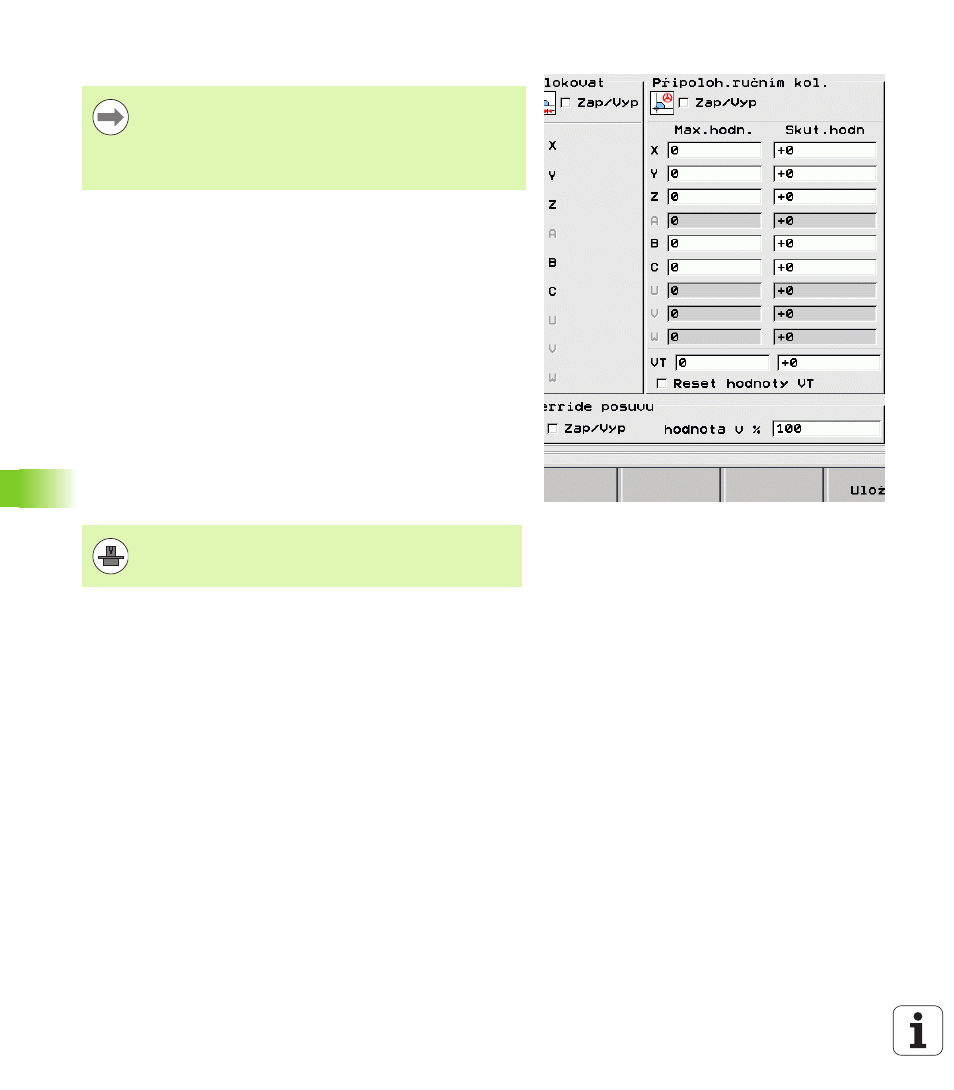
Virtuální osa VT
Proložení ručním kolečkem můžete provést i v právě aktivním směru
osy nástroje. Pro aktivaci této funkce je k dispozici řádka VT (Virtual
Toolaxis – virtuální osa nástroje).
Hodnoty najeté s ručním kolečkem ve virtuální ose zůstávají v
základním nastavení aktivní i po výměně nástrojů. Pomocí funkce
Vynulovat VT-hodnotu můžete určit, aby TNC hodnoty najeté ve VT
vynuloval:
Ve formuláři Globální nastavení programu nastavte ohnisko na
Vynulovat VT-hodnoty, funkci aktivujte klávesou SPACE
(Mezerník).
Ručním kolečkem HR 5xx můžete také zvolit přímo osu VT, abyste
mohli proloženě pojíždět ve směru virtuální osy (viz „Volba osy
k pojíždění” na stránce 477). Práce s virtuální osou VT je s dálkově
řízeným ručním kolečkem HR 550 FS obzvláště pohodlná (viz
„Pojíždění s elektronickými ručními kolečky” na stránce 472).
Také v přídavném zobrazení stavu (záložka POS) ukazuje TNC
hodnotu pojezdu ve virtuální ose s vlastní indikací pozice VT.
Aby bylo možné ručním kolečkem pojíždět ve virtuálním
směru osy VT, musíte aktivovat funkci M128 nebo
FUNKCE TCPM.
Ve virtuálním směru osy můžete proloženě pojíždět
ručním kolečkem pouze při vypnutém DCM.
Výrobce vašeho stroje může poskytnout funkce, kterými
může PLC ovlivnit pojíždění ve směru virtuální osy.