Libovolný vstup do programu (start z bloku), Zici (viz „libovolný, Vstup do programu (start z bloku)” na stránce 557) – HEIDENHAIN iTNC 530 (60642x-03) ISO programming Uživatelská příručka
Stránka 557: 4 provád ění programu
HEIDENHAIN iTNC 530
557
16.4 Provád
ění programu
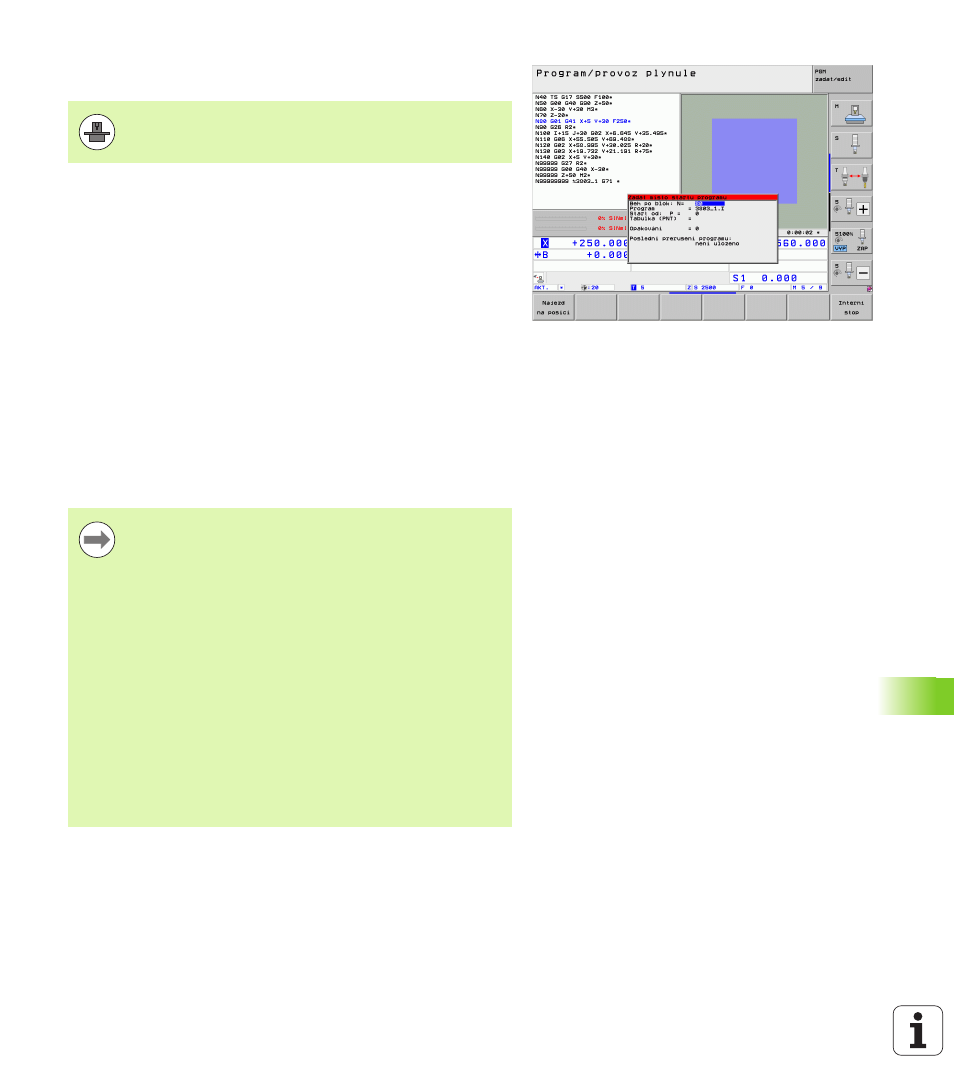
Libovolný vstup do programu (start z bloku)
Pomocí funkce START Z BLOKU N můžete začít zpracovávání
obráběcího programu z libovolného bloku N. TNC bere výpočetně
v úvahu obrábění obrobku až do tohoto bloku. TNC je může graficky
zobrazit. Vstoupíte-li do obráběcí pozice v rámci tabulky bodů, tak
můžete vstupní pozici zvolit graficky softtlačítkem.
Jestliže jste program přerušili pomocí INTERNÍ STOP, nabídne vám
TNC automaticky k novému startu ten blok N, v němž jste program
přerušili.
Pokud byl program přerušen za dále uvedených okolností, tak TNC
uloží tento bod přerušení:
stiskem Nouzového zastavení
výpadkem proudu
zhroucením řídicího systému
Po vyvolání funkce Předvýpočet a start z bloku můžete softtlačítkem
ZVOLIT POSLEDNÍ BLOK opět aktivovat bod přerušení a najet
systém pomocí NC-start. TNC pak ukazuje po zapnutí hlášení NC-
program byl přerušen.
Funkce START Z BLOKU N musí být povolena a
přizpůsobena výrobcem stroje. Informujte se ve vaší
příručce ke stroji.
Start z bloku nesmí začínat v podprogramu.
Všechny potřebné programy, tabulky a soubory palet musí
být navoleny v některém provozním režimu provádění
programu (status M).
Pokud program obsahuje ještě před koncem Startu z bloku
N programované přerušení, pak se na tomto místě Start z
bloku N přeruší. K jeho pokračování stiskněte externí
tlačítko START.
Po Startu z bloku N musíte nástrojem najet pomocí funkce
NAJET POLOHU do zjištěné polohy.
Délková korekce nástroje se stane účinnou až po vyvolání
nástroje v následujícím polohovacím bloku. To platí i
tehdy, pokud jste změnili pouze délku nástroje.
Přídavné funkce M142 (Vymazat modální programové
informace) a M143 (Vymazat základní natočení) nejsou u
Startu z bloku N dovoleny.