1 zadání vztahující se k nástroji, Posuv f, Zadání vztahující se k nástroji – HEIDENHAIN TNC 620 (81760x-02) ISO programming Uživatelská příručka
Stránka 164
Programování: Nástroje
5.1
Zadání vztahující se k nástroji
5
164
TNC 620 | Uživatelská příručka programování v DIN/ISO | 3/2015
5.1
Zadání vztahující se k nástroji
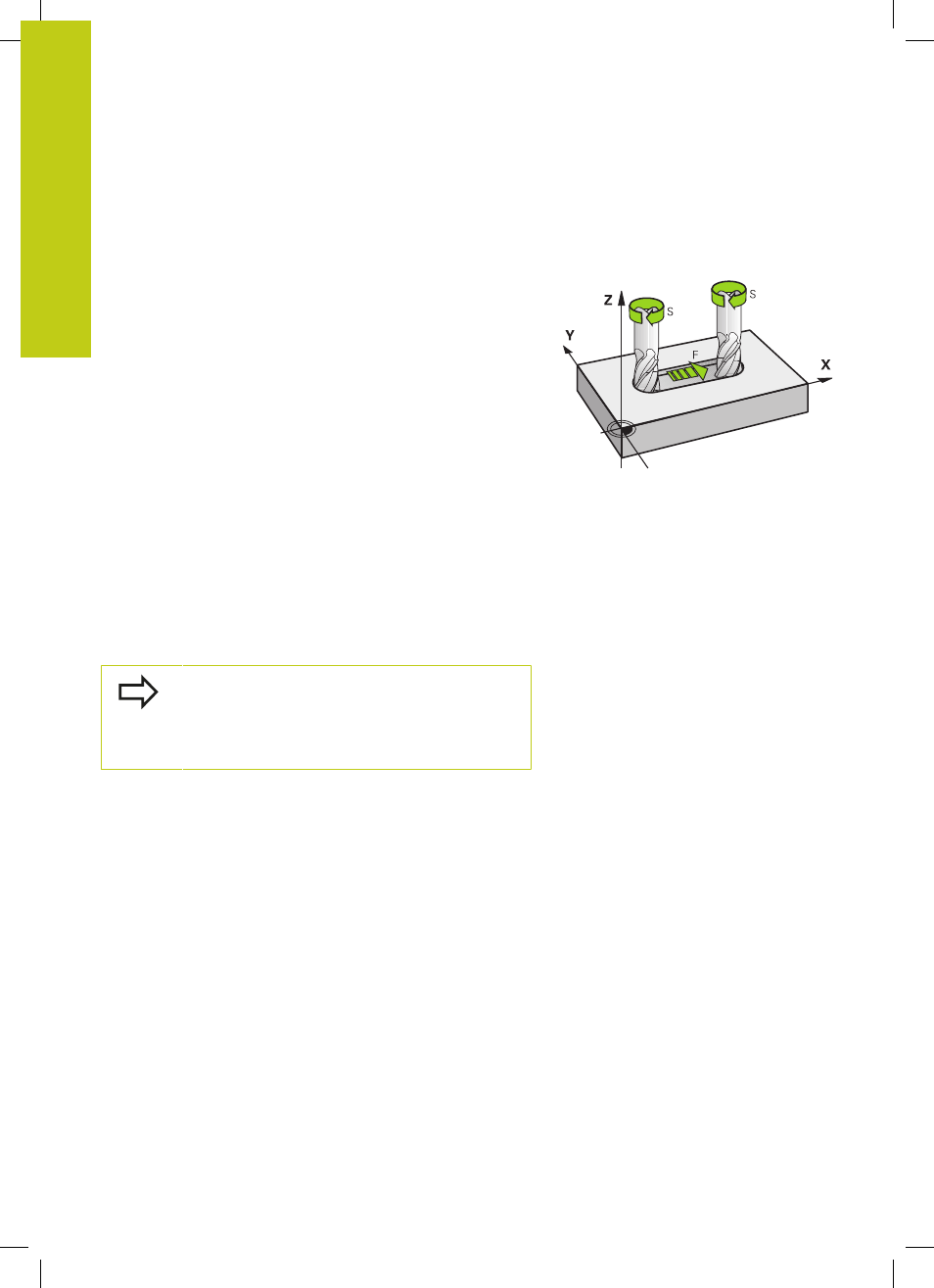
Posuv F
Posuv F je rychlost s níž se po své dráze pohybuje střed nástroje.
Maximální posuv může být pro každou osu stroje rozdílný a je
definován ve strojních parametrech.
Zadání
Posuv můžete zadat v bloku T (Vyvolání nástroje) a v každém
polohovacím bloku (viz "Programování pohybů nástroje v DIN/ISO",
Stránka 102).. V milimetrových programech zadávejte posuv F
v mm/min, v palcových programech z důvodu rozlišení v desetinách
palců/min.
Rychloposuv
Pro rychloposuv zadejte G00.
Chcete-li s vaším strojem pojíždět rychloposuvem,
můžete naprogramovat také příslušnou číselnou
hodnotu, například G01 F30000. Tento rychloposuv
působí na rozdíl od G00 nejen v daném bloku, ale tak
dlouho, dokud nenaprogramujete nový posuv.
Trvání účinnosti
Posuv naprogramovaný číselnou hodnotou platí až do bloku, ve
kterém je naprogramován nový posuv. G00 platí jen pro blok, ve
kterém byla programována. Po bloku s G00 platí opět poslední
číselnou hodnotou naprogramovaný posuv.
Změna během provádění programu
Během provádění programu změníte posuv potenciometrem
posuvu F.