Odjetí po přímce s tangenciálním napojením: dep lt – HEIDENHAIN TNC 620 (81760x-02) ISO programming Uživatelská příručka
Stránka 212
Programování: Programování obrysů
6.3
Najetí a opuštění obrysu
6
212
TNC 620 | Uživatelská příručka programování v DIN/ISO | 3/2015
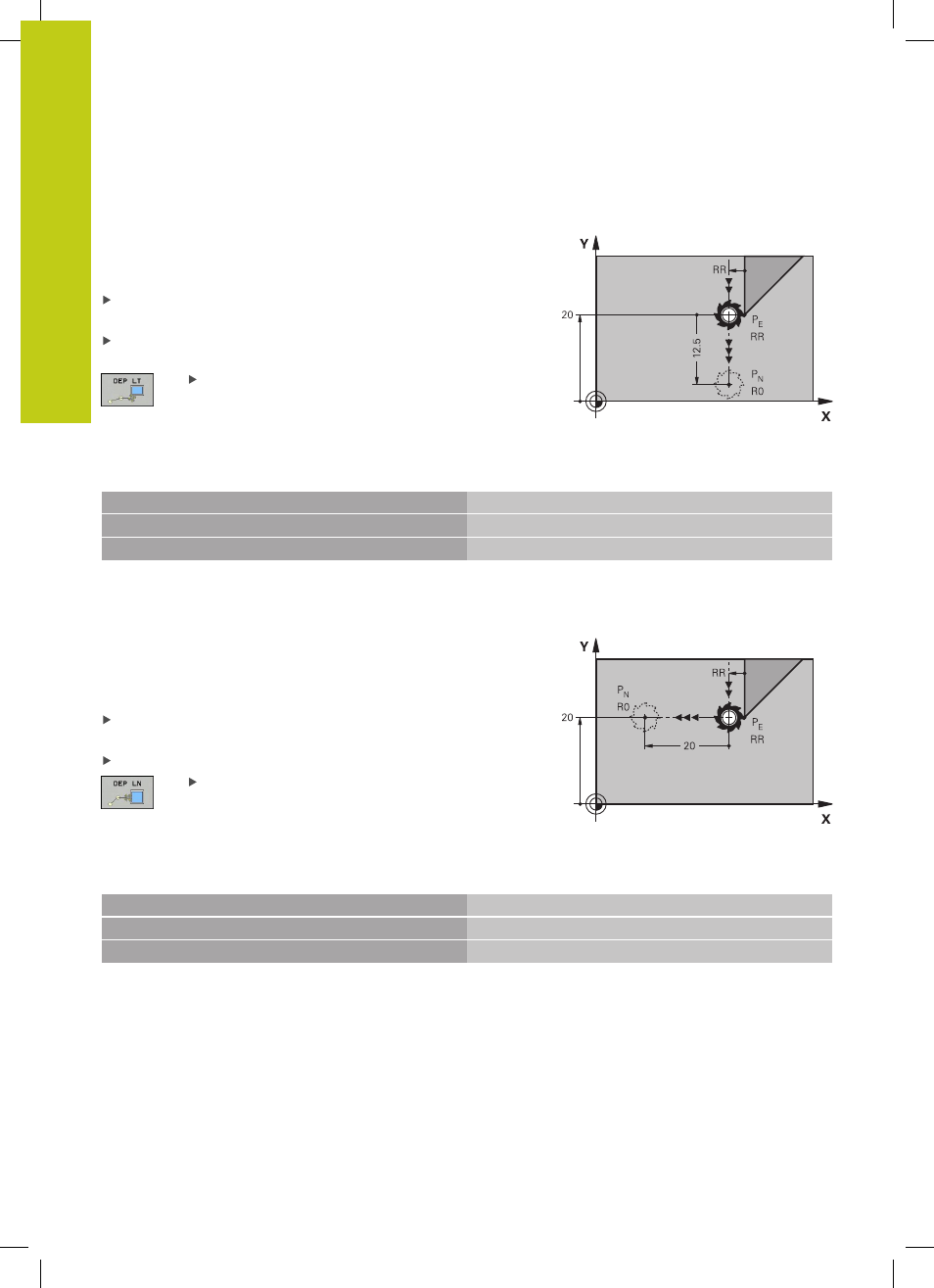
Odjetí po přímce s tangenciálním napojením: DEP LT
TNC odjíždí nástrojem po přímce z posledního bodu obrysu P
E
do
koncového bodu P
N
. Přímka leží v prodloužení posledního prvku
obrysu. P
N
se nachází ve vzdálenosti LEN od P
E
.
Naprogramování posledního obrysového prvku s koncovým
bodem P
E
a korekcí rádiusu
Zahajte dialog stisknutím klávesy APPR/DEP a softtlačítka DEP
LT
:
LEN: zadejte vzdálenost koncového bodu P
N
od
posledního prvku obrysu P
E
R0=G40; RL=G41; RR=G42
Příklad NC-bloků
N20 G01 Y+20 G42 F100
Poslední prvek obrysu: PEs korekcí rádiusu
N30 DEP LT LEN12.5 F100
Odjetí o LEN=12,5 mm
N40 G00 Z+100 M2
Vyjetí v ose Z, skok zpátky, konec programu
Odjetí po přímce kolmo od posledního bodu obrysu:
DEP LN
TNC odjíždí nástrojem po přímce z posledního bodu obrysu P
E
do
koncového bodu P
N
. Přímka vychází kolmo směrem od posledního
bodu obrysu P
E
. P
N
se nachází od P
E
ve vzdálenosti LEN + rádius
nástroje.
Naprogramování posledního obrysového prvku s koncovým
bodem P
E
a korekcí rádiusu
Zahájení dialogu klávesou APPR/DEP a softtlačítkem DEP LN:
LEN
: Zadejte vzdálenost koncového bodu P
N
Důležité: LEN zadejte kladné!
R0=G40; RL=G41; RR=G42
Příklad NC-bloků
N20 G01 Y+20 G42 F100
Poslední prvek obrysu: PEs korekcí rádiusu
N30 DEP LN LEN+20 F100
Odjetí o LEN = 20 mm kolmo od obrysu
N40 G00 Z+100 M2
Vyjetí v ose Z, skok zpátky, konec programu