Příklad: skupiny děr – HEIDENHAIN TNC 620 (81760x-02) ISO programming Uživatelská příručka
Stránka 282
Programování: Podprogramy a opakování částí programu
8.6
Příklady programování
8
282
TNC 620 | Uživatelská příručka programování v DIN/ISO | 3/2015
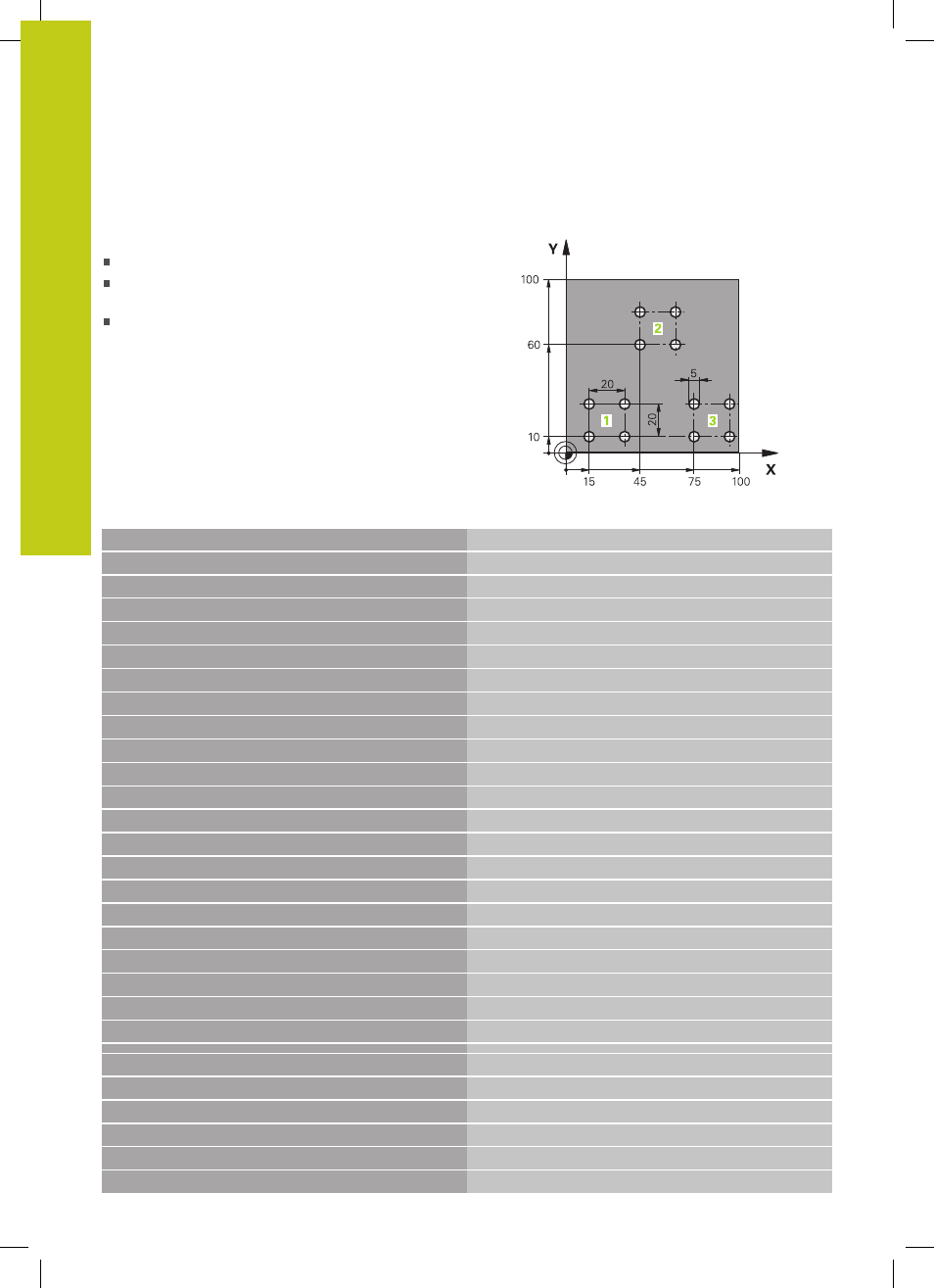
Příklad: Skupiny děr
Průběh programu:
Najetí na skupiny děr v hlavním programu
Vyvolání skupiny děr (podprogram 1) v hlavním
programu.
Skupina děr se naprogramuje jen jednou v
podprogramu 1
%UP1 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T1 G17 S3500 *
Vyvolání nástroje
N40 G00 G40 G90 Z+250 *
Odjetí nástroje
N50 G200 VRTÁNÍ
Definice cyklu vrtání
Q200=2
;BEZPECNOSTNI VZDAL.
Q201=-30
;HLOUBKA
Q206=300
;POSUV NA HLOUBKU
Q202=5
;HLOUBKA PRISUVU
Q210=0
;CAS.PRODLEVA NAHORE
Q203=+0
;SOURADNICE POVRCHU
Q204=2
;2. BEZPEC.VZDALENOST
Q211=0.5
;CAS. PRODLEVA DOLE
Q395=0
;REFERENCNI HLOUBKA
N60 X+15 Y+10 M3 *
Najetí na bod startu skupiny děr 1
N70 L1,0 *
Vyvolání podprogramu pro skupinu děr
N80 X+45 Y+60 *
Najetí na bod startu skupiny děr 2
N90 L1,0 *
Vyvolání podprogramu pro skupinu děr
N100 X+75 Y+10 *
Najetí na bod startu skupiny děr 3
N110 L1,0 *
Vyvolání podprogramu pro skupinu děr
N120 G00 Z+250 M2 *
Konec hlavního programu
N130 G98 L1 *
Začátek podprogramu 1: Skupina děr
N140 G79 *
Vyvolat cyklus pro vrtání 1
N150 G91 X+20 M99 *
Najetí na díru 2, vyvolání cyklu
N160 Y+20 M99 *
Najetí na díru 3, vyvolání cyklu
N170 X-20 G90 M99 *
Najetí na díru 4, vyvolání cyklu
N180 G98 L0 *
Konec podprogramu 1