Střed kruhu i, j, Dráhové pohyby - pravoúhlé souřadnice 6.4 – HEIDENHAIN TNC 620 (81760x-02) ISO programming Uživatelská příručka
Stránka 219
Dráhové pohyby - pravoúhlé souřadnice
6.4
6
TNC 620 | Uživatelská příručka programování v DIN/ISO | 3/2015
219
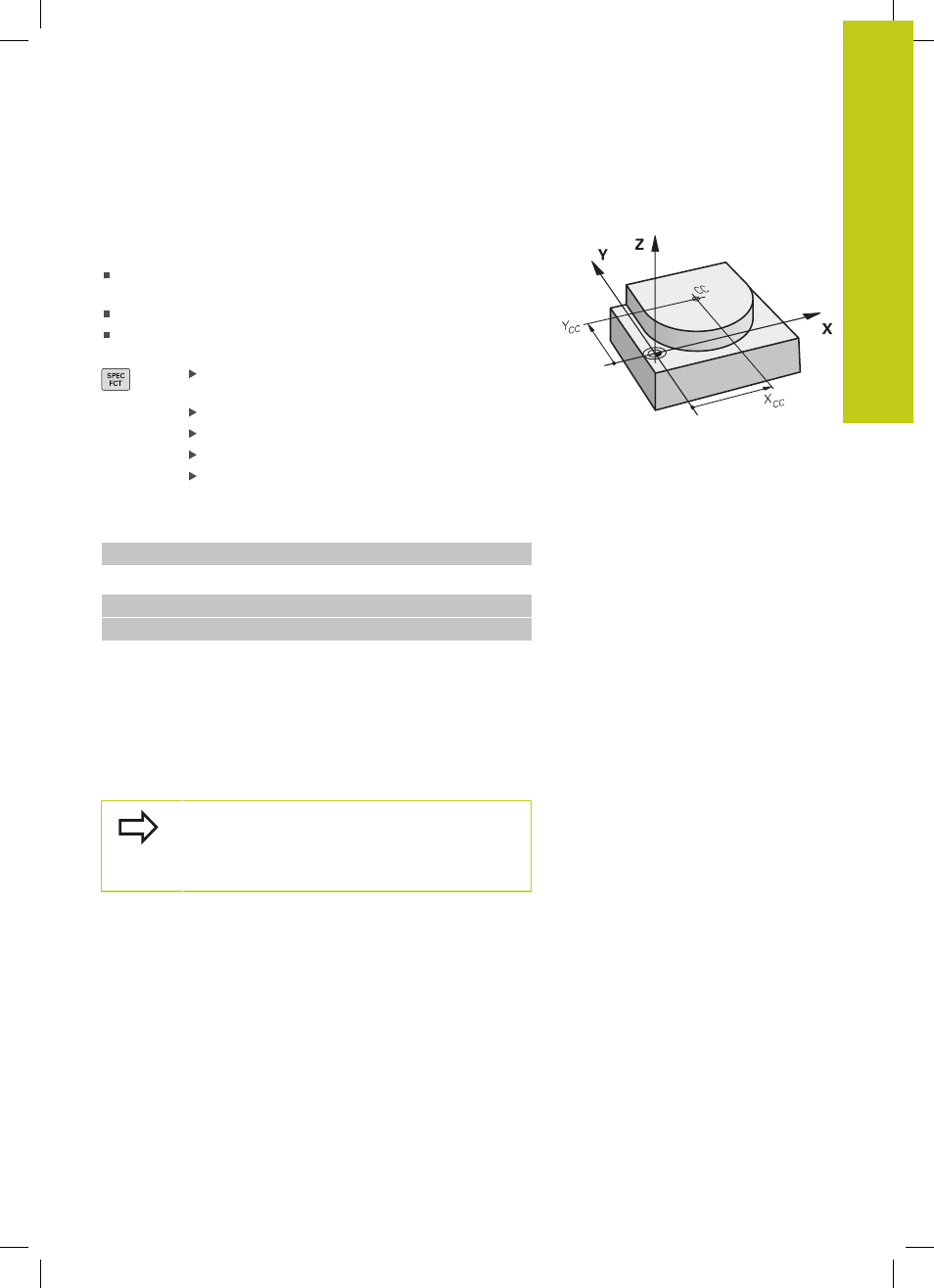
Střed kruhu I, J
Střed kružnice definujete pro kruhové dráhy, a které programujete
funkcemi G02, G03 nebo G05. K tomu
zadejte pravoúhlé souřadnice středu kruhu v obráběcí rovině;
nebo
převezměte naposledy naprogramovanou polohu; nebo
převezměte souřadnice klávesou „PŘEVZETÍ AKTUÁLNÍ
POLOHY
“.
Programování středu kruhu: stiskněte klávesu
SPEC FCT (Speciální funkce).
Zvolte softtlačítko FUNKCE PROGRAMU
Zvolte softtlačítko DIN/ISO
Zvolte softtlačítko I nebo J
Zadejte souřadnice středu kruhu nebo pro převzetí
naposledy programované pozice: G29
Příklad NC-bloků
N50 I+25 J+25 *
nebo
N10 G00 G40 X+25 Y+25 *
N20 G29 *
Řádky programu 10 a 20 se nevztahují k obrázku.
Platnost
Střed kruhu zůstává definován tak dlouho, než naprogramujete
nový střed kruhu.
Přírůstkové zadání středu kruhu
Přírůstkově zadaná souřadnice pro střed kružnice se vztahuje vždy
k naposledy programované poloze nástroje.
Pomocí I a J označíte nějakou polohu jako střed
kružnice: nástroj nenajíždí do této polohy.
Střed kruhu je současně pólem pro polární
souřadnice.