Obrábění axiálně – rozšířené, 4 úb ěrové cykly – HEIDENHAIN SW 54843x-03 Uživatelská příručka
Stránka 163
HEIDENHAINMANUALplus 620
163
4.4 Úb
ěrové cykly
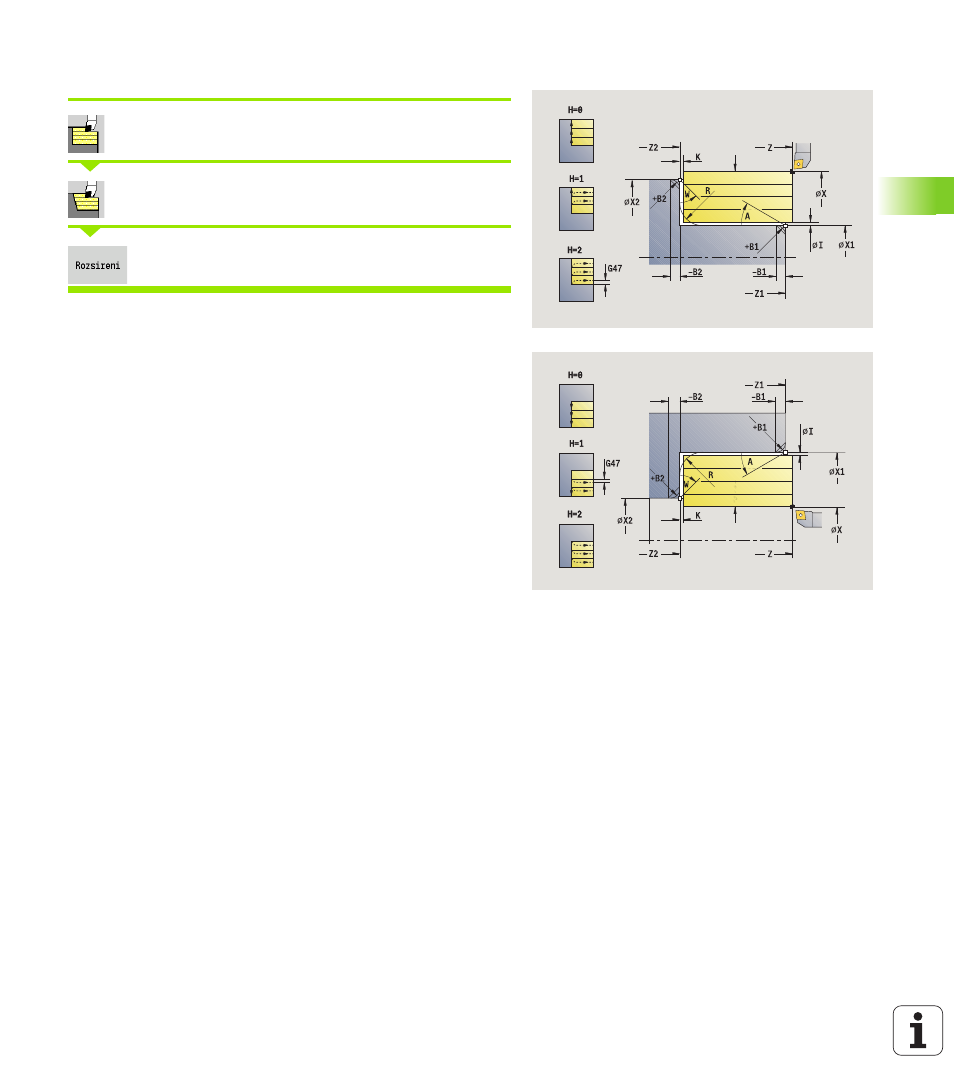
Obrábění axiálně – rozšířené
Zvolte Úběrové cykly axiálně/radiálně
Zvolte Axiální obrábění
Současně zapněte softtlačítko Rozšířené
Cyklus hrubuje oblast popsanou Bodem startu a Výchozím bodem X1 /
Koncovým bodem Z2 a bere ohled na přídavky.
Parametry cyklu
X, Z
Bod startu
X1, Z1
Výchozí bod obrysu
X2, Z2
Koncový bod obrysu
P
Hloubka přísuvu: maximální hloubka přísuvu
A
Výchozí úhel (rozsah: 0° <= A < 90°)
W
Koncový úhel (Rozsah (0° <= W < 90°)
R
Zaoblení
I, K
Přídavky X, Z
H
Vyhlazení obrysu
0: s každým řezem
1: po posledním řezu
2: bez vyhlazovacího řezu
G47
Bezpečná vzdálenost (viz strana 138)
G14
Bod výměny nástroje (viz strana 138)
T
Číslo místa revolverové hlavy
ID
Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
B1, B2
Zkosení/zaoblení (B1 začátek obrysu; B2 konec obrysu)
B\>0: Rádius zaoblení
B<0: Šířka zkosení
BP
Doba přerušení: Časový úsek přerušení posuvu.
Přerušením posuvu se tříska ulomí.
BF
Trvání posuvu: Časový interval do další přestávky.
Přerušením posuvu se tříska ulomí.
MT
M po T: M-funkce, která se provede po vyvolání nástroje T.
MFS
M na začátku: M-funkce, která se provede na počátku
obráběcí operace.
MFE
M na konci: M-funkce, která se provede na konci obráběcí
operace.