8 frézovací cykly – HEIDENHAIN SW 54843x-03 Uživatelská příručka
Stránka 320
320
Programování cyklů
4.8 Frézovací cykly
G14
Bod výměny nástroje (viz strana 138)
T
Číslo místa revolverové hlavy
ID
Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
Parametry cyklu (druhé zadávací okno)
I
Přídavek rovnoběžně s obrysem
K
Přídavek ve směru přísuvu
P
Hloubka přísuvu (standardně: celá hloubka jedním
přísuvem)
FZ Posuv
při přísuvu (standardně: aktivní posuv)
E
Snížený posuv pro kruhové prvky (standardně: aktuální
posuv)
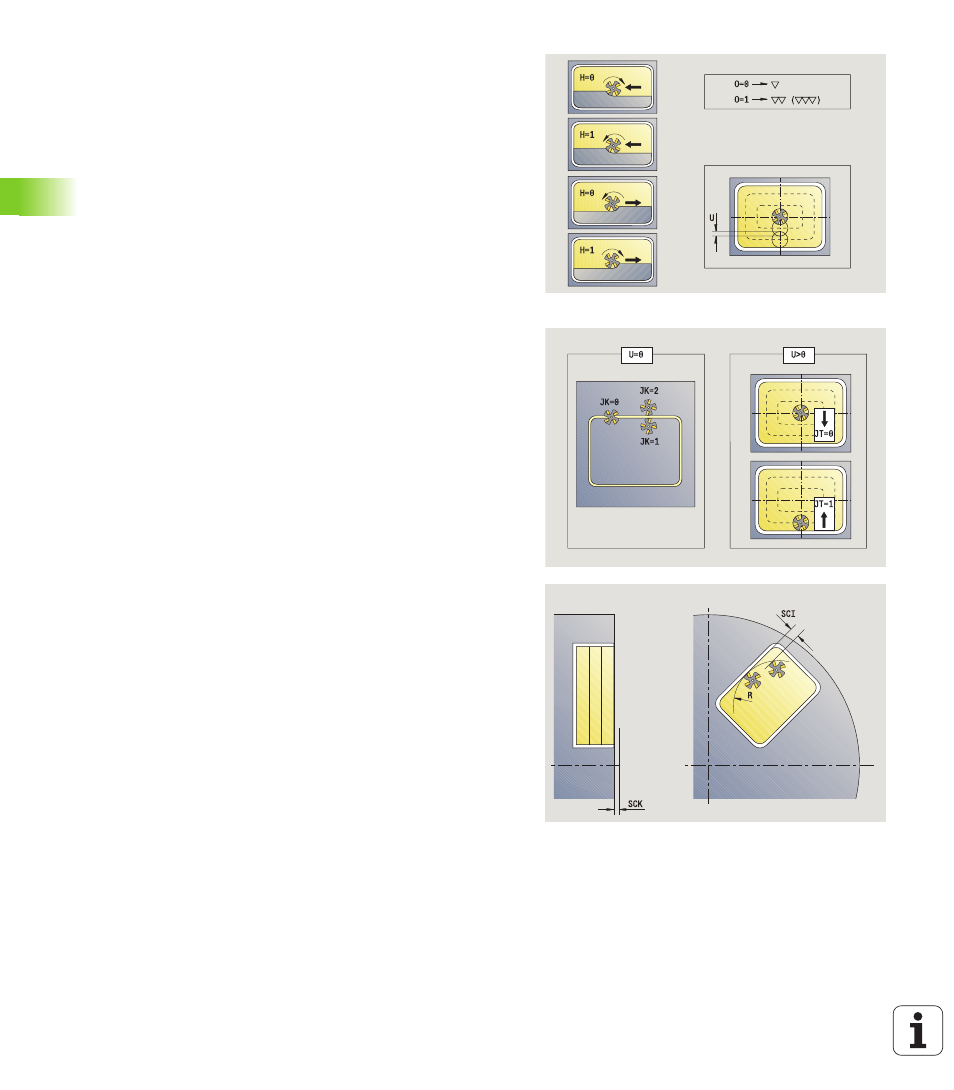
O
Hrubování nebo dokončení – pouze při frézování kapes
0: Hrubování
1: Dokončení
H
Způsob frézování
0: Nesousledně
1: Sousledně
U
Koeficient přesahu (rozsah: 0 < U < 1)
U=0 nebo bez zadání: frézování obrysu
U\>0: Frézování kapes – minimální přesah frézovacích
drah = U*průměr frézy
JK
Frézování obrysu (zadání se vyhodnotí pouze při
frézování obrysu)
0: na obrysu
1: uvnitř obrysu
2: vně obrysu
JT
Frézování kapes (zadání se vyhodnotí pouze při frézování
kapes)
0: zevnitř ven
1: směrem dovnitř
R
Rádius najíždění (standardně: 0)
R = 0: na obrysový prvek se najíždí přímo; přísuv do
bodu najetí nad rovinou frézování – pak kolmý přísuv do
hloubky
R\>0: fréza najíždí/odjíždí obloukem, který se napojuje
na obrysový prvek tangenciálně
R<0 u vnitřních rohů: fréza najíždí/odjíždí obloukem,
který se napojuje na obrysový prvek tangenciálně
R<0 u vnějších rohů: délka přímého prvku nájezdu a
odjezdu; na prvek obrysu se najede/z něho odjede
tangenciálně
SCI
Bezpečná vzdálenost v rovině obrábění
SCK Bezpečná vzdálenost ve směru přísuvu (viz strana 138)
MT
M po T: M-funkce, která se provede po vyvolání nástroje T.