4 úb ěrové cykly – HEIDENHAIN SW 54843x-03 Uživatelská příručka
Stránka 193
HEIDENHAINMANUALplus 620
193
4.4 Úb
ěrové cykly
Druh obrábění pro přístup k databance technologických dat:
hrubování
Provedení cyklu
1 vypočte rozdělení řezů (přísuv) s ohledem na Přídavek polotovaru
J
J=0: Zohlední se geometrie břitu. Tím mohou vzniknout různé
přísuvy v axiálním a radiálním směru.
J\>0: V axiálním a radiálním směru se použije stejný přísuv.
2 přisune rovnoběžně s osou z bodu startu pro první řez
3 obrábí podle vypočteného rozdělení řezů.
4 vrátí se zpět a provede přísuv pro další řez.
5 opakuje 3…4, až je definovaná oblast obrobena.
6 jede souběžně s osou zpět do startovního bodu.
7 jede podle nastavení G14 do bodu výměny nástroje
T
Číslo místa revolverové hlavy
ID
Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
BP
Doba přerušení: Časový úsek přerušení posuvu.
Přerušením posuvu se tříska ulomí.
BF
Trvání posuvu: Časový interval do další přestávky.
Přerušením posuvu se tříska ulomí.
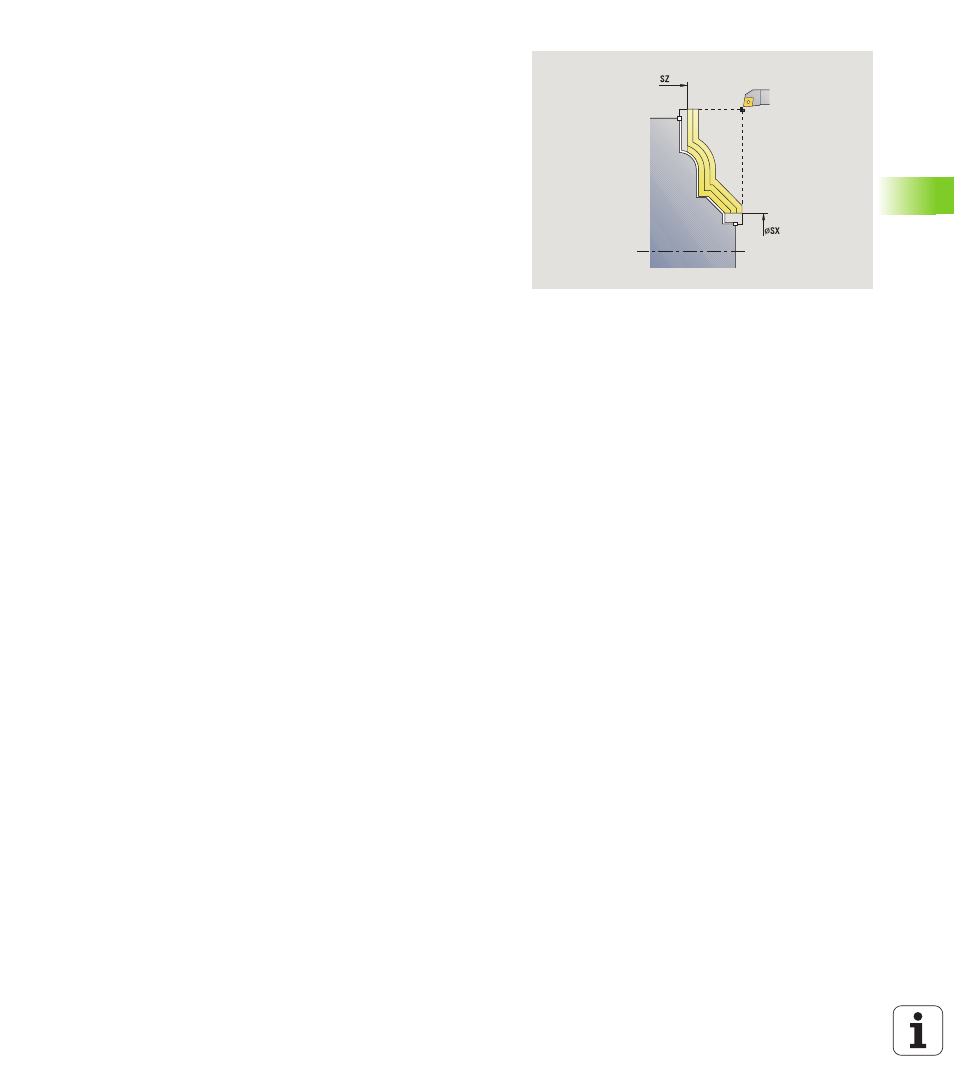
XA, ZA
Výchozí bod polotovaru (platí pouze pokud nebyl
naprogramovaný žádný polotovar):
XA, ZA nenaprogramované: Obrys polotovaru se
vypočítá z polohy nástroje a obrysu ICP.
XA, ZA naprogramované: Definice rohu obrysu
polotovaru.
A
Úhel najetí (reference: osa Z) – (standardně: kolmo k ose Z)
W
Úhel odjezdu (reference: osa Z) – (standardně:
paralelně s osou Z)
MT
M po T: M-funkce, která se provede po vyvolání nástroje T.
MFS
M na začátku: M-funkce, která se provede na počátku
obráběcí operace.
MFE
M na konci: M-funkce, která se provede na konci obráběcí
operace.
WP
Indikace které vřeteno s obrobkem bude zpracovávat
cyklus (závisí na stroji)
Hlavní pohon
Protivřeteno pro obrobení zadní strany