Obrábění, zanoření a dokončení axiálně – rozšířené, 4 úb ěrové cykly – HEIDENHAIN SW 54843x-03 Uživatelská příručka
Stránka 185
HEIDENHAINMANUALplus 620
185
4.4 Úb
ěrové cykly
Obrábění, zanoření a dokončení axiálně –
rozšířené
Zvolte Úběrové cykly axiálně/radiálně
Zvolte Zanořování axiálně
Současně zapněte softtlačítko Rozšířené
Současně zapněte softtlačítko Dokončení
Tento cyklus dokončuje část obrysu od Výchozího bodu obrysu do
Koncového bodu obrysu. Na konci cyklu zůstane nástroj stát.
Nástroj se zanoří s maximálně možným úhlem, zbytek
materiálu zůstane stát.
Čím strměji se nástroj zanořuje, tím více se redukuje
posuv (maximálně 50 %).
Parametry cyklu
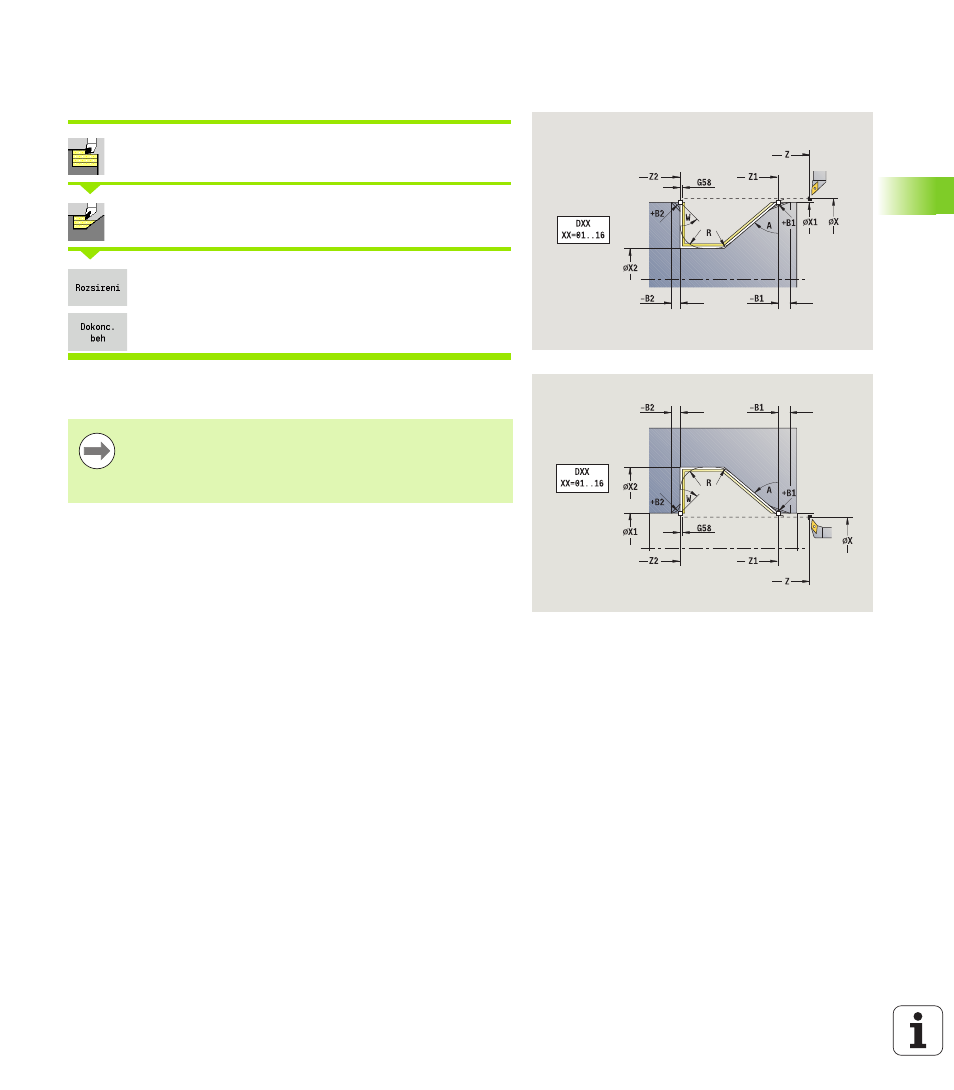
X, Z
Bod startu
X1, Z1
Výchozí bod obrysu
X2, Z2
Koncový bod obrysu
DXX
Čísla aditivní korekce: 1 -16 (viz strana 138)
G58
Přídavek rovnoběžně s obrysem
A
Úhel zanoření (rozsah: 0° <= A < 90°; standardně: 0°)
W
Koncový úhel - úkos na konci obrysu
(rozsah: 0° <= W < 90°)
R
Zaoblení
G14
Bod výměny nástroje (viz strana 138)
T
Číslo místa revolverové hlavy
ID
Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
B1, B2
Zkosení/zaoblení (B1 začátek obrysu; B2 konec obrysu)
B\>0: Rádius zaoblení
B<0: Šířka zkosení
G47
Bezpečná vzdálenost (viz strana 138)
MT
M po T: M-funkce, která se provede po vyvolání nástroje T.
MFS
M na začátku: M-funkce, která se provede na počátku
obráběcí operace.
MFE
M na konci: M-funkce, která se provede na konci obráběcí
operace.