Vrtání axiálně, 7 v rt a cí cykly – HEIDENHAIN SW 54843x-03 Uživatelská příručka
Stránka 298
298
Programování cyklů
4.7 V
rt
a
cí cykly
Vrtání axiálně
Zvolte vrtání
Zvolte Vrtání axiálně
Tento cyklus zhotoví díru na čelní ploše.
Parametry cyklu
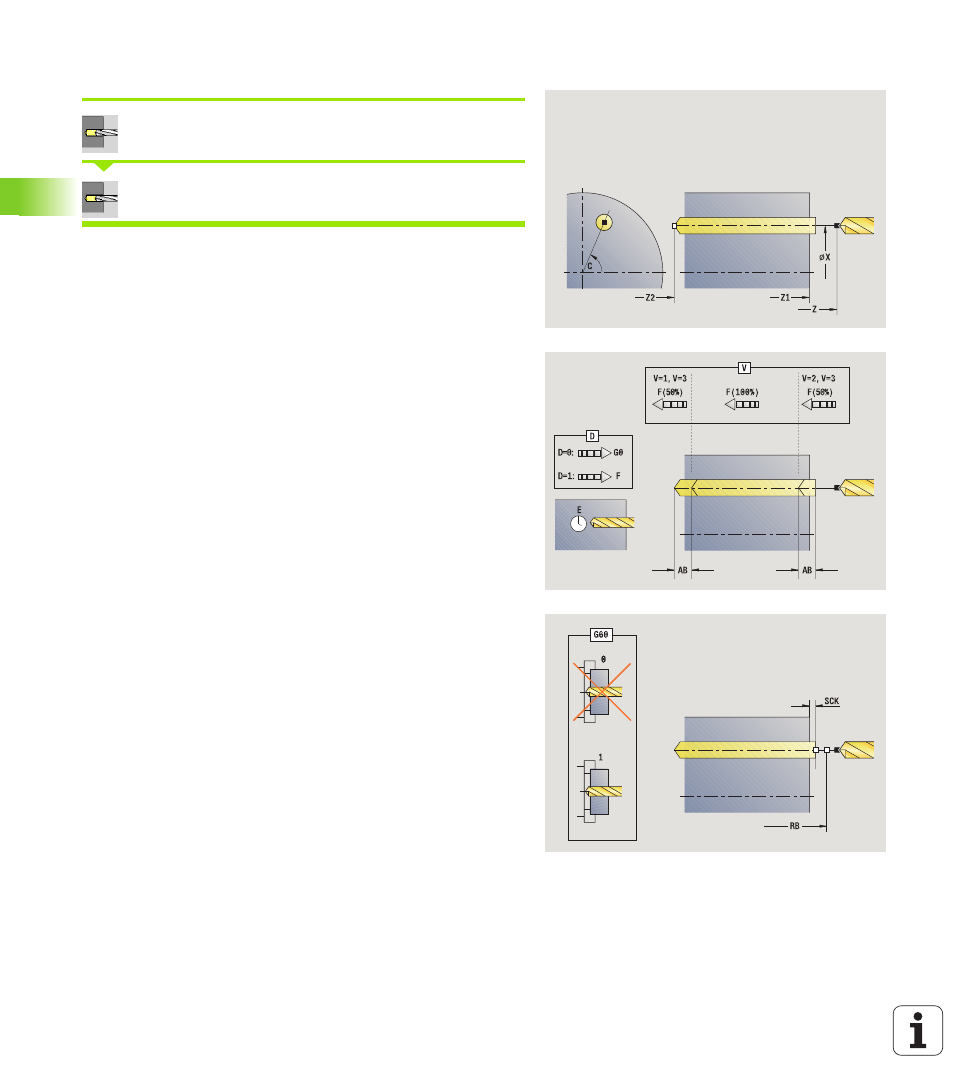
X, Z
Bod startu
C
Úhel vřetena (poloha osy C)
Z1
Výchozí bod vrtání (standardně: vrtání z polohy "Z")
Z2
Koncový bod vrtání
E
Časová prodleva doběhu na konci díry
(standardně: 0)
D
Zpětný pohyb
0: rychloposuv
1: posuv
AB
Délka navrtání a provrtání (standardně: 0)
V
Varianty navrtání a provrtání (standardně: 0)
0: bez redukce posuvu
1: redukce posuvu na konci díry
2: redukce posuvu na začátku díry
3: redukce posuvu na začátku a na konci díry
SCK Bezpečná vzdálenost (viz strana 138)
G60 Vypnout
bezpečnostní zónu pro operaci vrtání
0: aktivní
1: neaktivní
G14
Bod výměny nástroje (viz strana 138)
T
Číslo místa revolverové hlavy
ID Identifikační číslo nástroje
S
Otáčky / řezná rychlost
F
Posuv na otáčku
BP
Doba přerušení: Časový úsek přerušení posuvu.
Přerušením posuvu se tříska ulomí.
BF
Trvání posuvu: Časový interval do další přestávky.
Přerušením posuvu se tříska ulomí.
MT
M po T: M-funkce, která se provede po vyvolání nástroje T.
MFS
M na začátku: M-funkce, která se provede na počátku
obráběcí operace.
MFE
M na konci: M-funkce, která se provede na konci obráběcí
operace.