HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Uživatelská příručka
Stránka 140
140
Obráběcí cykly: Frézování kapes / Frézování čepů / Frézování drážek
5.4 FRÉZOVÁNÍ DRÁŽEK (cyklus 253, DIN/ISO: G253)
U
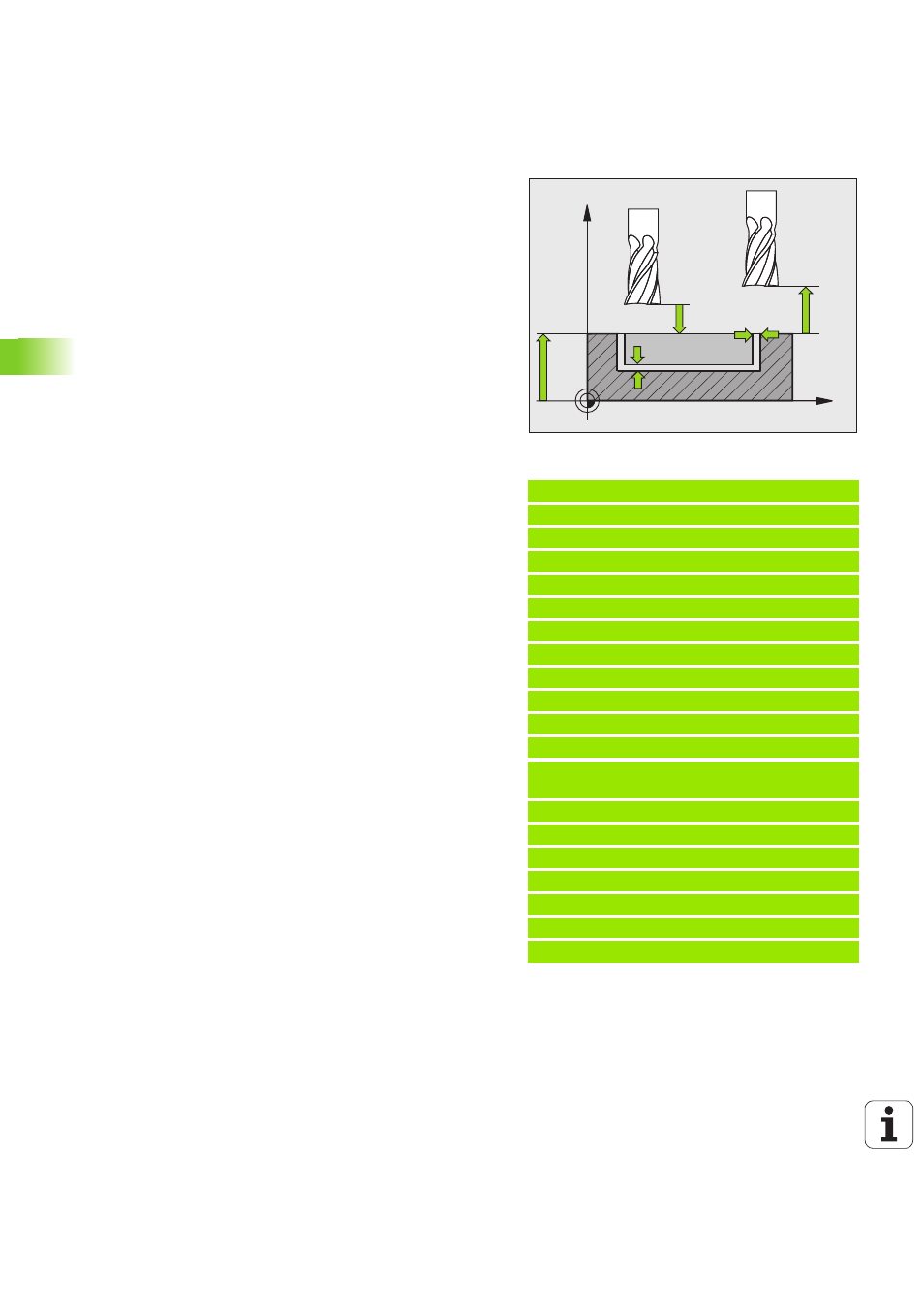
Bezpečná vzdálenost Q200 (inkrementálně):
vzdálenost mezi čelem nástroje a povrchem obrobku.
Rozsah zadávání 0 až 99 999,9999
U
Souřadnice povrchu obrobku Q203 (absolutně):
absolutní souřadnice povrchu obrobku. Rozsah
zadávání -99 999,9999 až 99 999,9999
U
2. bezpečná vzdálenost Q204 (inkrementálně):
souřadnice osy vřetena, v níž nemůže dojít ke kolizi
mezi nástrojem a obrobkem (upínadly). Rozsah
zadávání 0 až 99 999,9999
U
Strategie zanořování Q366: druh strategie
zanořování:
0 = svislé zanořování. TNC zanoří kolmo nezávisle
na úhlu zanořování ANGLE definovaném v tabulce
nástrojů.
1 = zanořování po šroubovici. V tabulce nástrojů
musí být pro aktivní nástroj úhel zanoření ANGLE
definován hodnotou různou od 0. Jinak vydá TNC
chybové hlášení. Je-li dostatek místa tak používejte
pouze zanořování po šroubovici.
2 = kývavé zapichování. V tabulce nástrojů musí být
pro aktivní nástroj úhel zanoření ANGLE definován
hodnotou různou od 0. Jinak vydá TNC chybové
hlášení
U
Posuv obrábění načisto Q385: pojezdová rychlost
nástroje při obrábění strany a dna načisto v mm/min.
Rozsah zadávání 0 až 99 999,9999; alternativně
FAUTO, FU, FZ
Példa: NC-bloky
8 CYCL DEF 253 FRÉZOVÁNÍ DRÁŽEK
Q215=0
;ROZSAH OBRÁBĚNÍ
Q218=80 ;DÉLKA DRÁŽKY
Q219=12 ;ŠÍŘKA DRÁŽKY
Q368=0,2 ;PŘÍDAVEK PRO STRANU
Q374=+0 ;POLOHA NATOČENÍ
Q367=0
;POLOHA DRÁŽKY
Q207=500 ;POSUV FRÉZOVÁNÍ
Q351=+1 ;DRUH FRÉZOVÁNÍ
Q201=-20 ;HLOUBKA
Q202=5
;HLOUBKA PŘÍSUVU
Q369=0,1 ;PŘÍDAVEK NA DNO
Q206=150 ;POSUV PŘÍSUVU DO
HLOUBKY
Q338=5
;PŘÍSUV NAČISTO
Q200=2
;BEZPEČNÁ VZDÁLENOST
Q203=+0 ;SOUŘADNICE POVRCHU
Q204=50 ;2. BEZPEČNÁ VZDÁLENOST
Q366=1
;ZANOŘOVÁNÍ
Q385=500 ;POSUV OBRÁBĚNÍ NAČISTO
9 L X+50 Y+50 R0 FMAX M3 M99
X
Z
Q200
Q20
Q20
Q36
Q36