Provádění cyklu – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Uživatelská příručka
Stránka 388
388
Cykly dotykových sond: Automatická kontrola obrobků
16.8 M
ĚŘ
ENÍ OBDELNÍKU ZVENKU (cykl
us 424, DIN/ISO: G424)
16.8 MĚŘENÍ OBDELNÍKU ZVENKU
(cyklus 424, DIN/ISO: G424)
Provádění cyklu
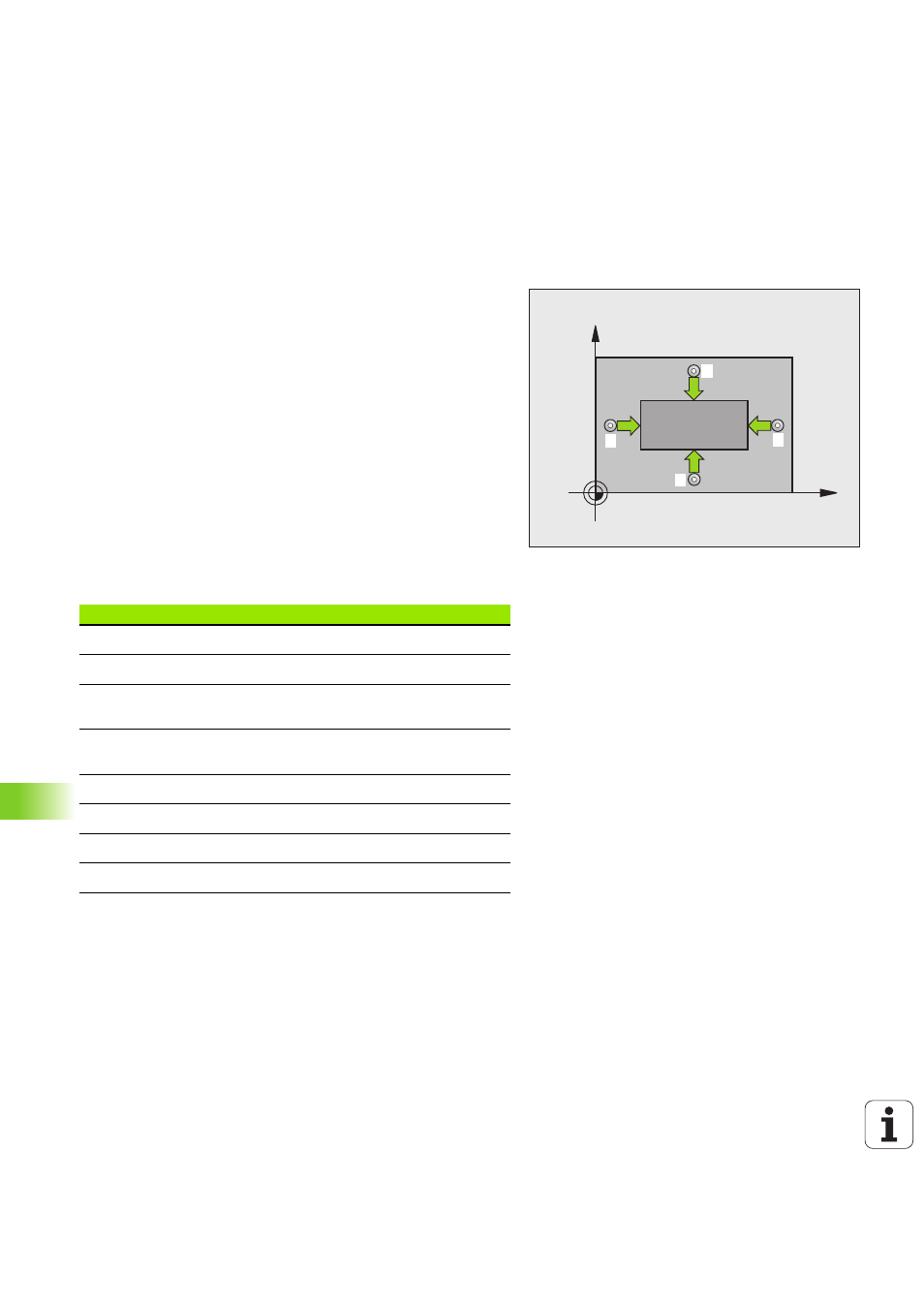
Cyklus dotykové sondy 424 zjistí střed, délku a šířku pravoúhlého čepu
(ostrůvku). Pokud jste v cyklu nadefinovali příslušné hodnoty tolerancí,
provede TNC porovnání cílových a skutečných hodnot a uloží
odchylky do systémových parametrů.
1 TNC napolohuje dotykovou sondu rychloposuvem (hodnota ze
sloupce FMAX) a podle polohovací logiky (viz „Zpracování cyklů
dotykové sondy” na stranì 283)k bodu snímání
1
. TNC vypočte
snímané body z údajů v cyklu a z bezpečné vzdálenosti ze sloupce
SET_UP tabulky dotykové sondy
2 Pak najede dotyková sonda na zadanou výšku měření a provede
první snímání snímacím posuvem (sloupec F)
3 Poté jede dotyková sonda buďto souběžně s osou ve výšce měření
nebo v bezpečné výšce po přímce k dalšímu snímanému bodu
2
a
provede tam druhé snímání
4 TNC napolohuje dotykovou sondu k bodu dotyku
3
a pak k bodu
dotyku
4
a tam provede třetí, příp. čtvrté snímání
5 Poté umístí TNC dotykovou sondu zpět na bezpečnou výšku a
uloží aktuální hodnoty a odchylky do následujících Q-parametrů:
X
Y
1
2
3
4
Číslo parametru
Význam
Q151
Aktuální hodnota středu hlavní osy
Q152
Aktuální hodnota středu vedlejší osy
Q154
Skutečná hodnota délky strany v hlavní
ose
Q155
Skutečná hodnota délky strany ve vedlejší
ose
Q161
Odchylka středu hlavní osy
Q162
Odchylka středu vedlejší osy
Q164
Odchylka délky strany v hlavní ose
Q165
Odchylka délky strany ve vedlejší ose