Parametry cyklu – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Uživatelská příručka
Stránka 152
152
Obráběcí cykly: Frézování kapes / Frézování čepů / Frézování drážek
5.7 KRUHOVÝ
Č
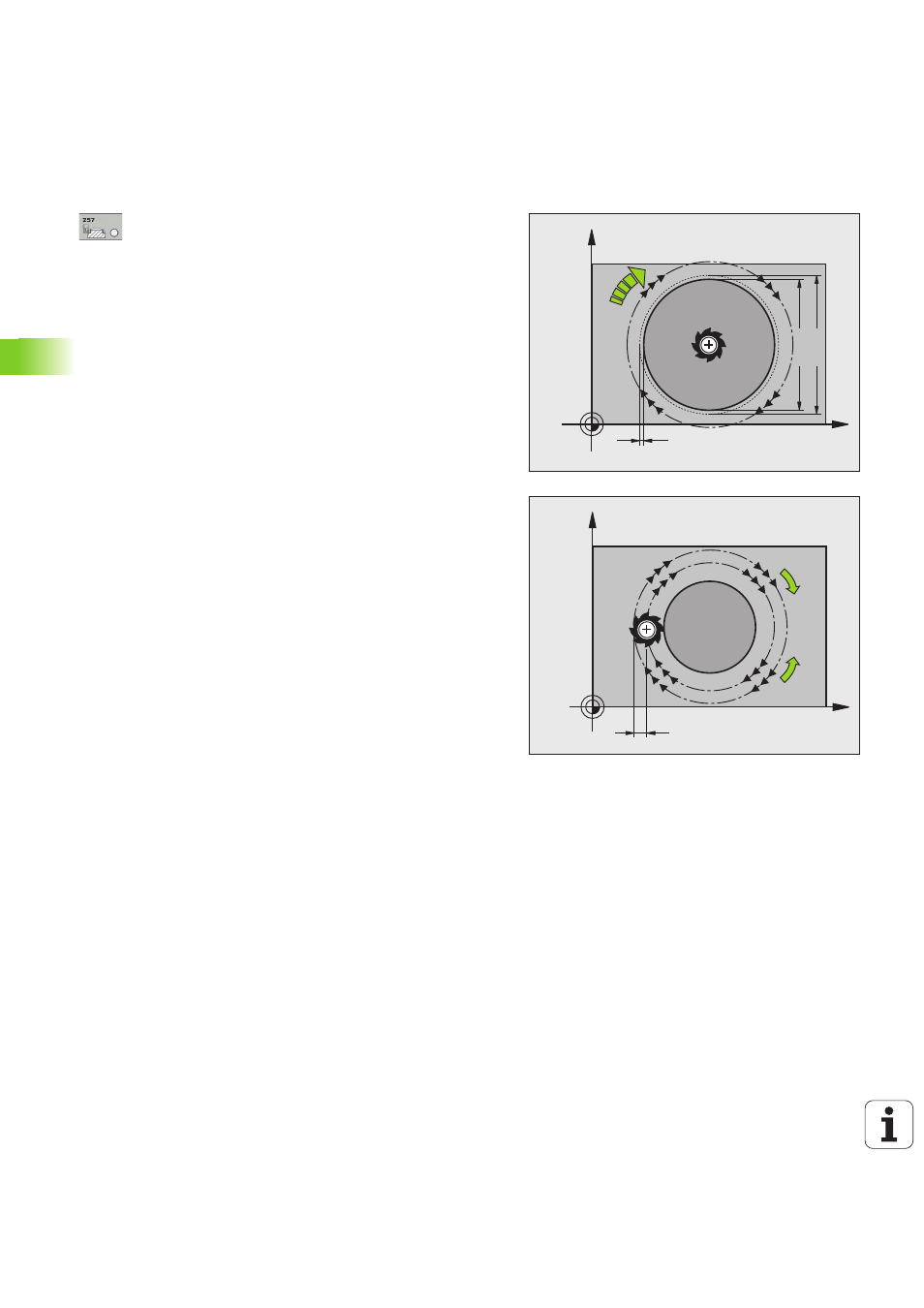
EP (cyklus 257, DIN/ISO: G257)
Parametry cyklu
U
Průměr hotového dílce Q223: průměr
načisto obrobeného čepu. Rozsah zadávání
0 až 99 999,9999
U
Průměr polotovaru Q222: průměr polotovaru.
Zadejte průměr polotovaru větší, než je průměr
konečného dílce. TNC provede několik bočních
přísuvů, pokud je rozdíl mezi průměrem polotovaru a
konečným průměrem dílce větší, než je přípustný
boční přísuv (rádius nástroje krát překrývání drah
Q370). TNC vypočítává vždy konstantní boční přísuv.
Rozsah zadávání 0 až 99 999,9999
U
Přídavek na dokončení stěny Q368
(inkrementálně): přídavek na dokončení v rovině
obrábění. Rozsah zadávání 0 až 99 999,9999
U
Posuv pro frézování Q207: pojezdová rychlost
nástroje při frézování v mm/min. Rozsah zadávání
0 až 99 999,999; alternativně FAUTO, FU, FZ
U
Druh frézování Q351: druh obrábění frézováním při
M3:
+1 = sousledné frézování
–1 = nesousledné frézování
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1