4 měření úhlu (cyklus 420, din/iso: g420), Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Uživatelská příručka
Stránka 373
HEIDENHAIN TNC 320
373
16.4 M
ĚŘ
ENÍ ÚHLU (cyklus 420, DIN/ISO: G420)
16.4 MĚŘENÍ ÚHLU (cyklus 420,
DIN/ISO: G420)
Provádění cyklu
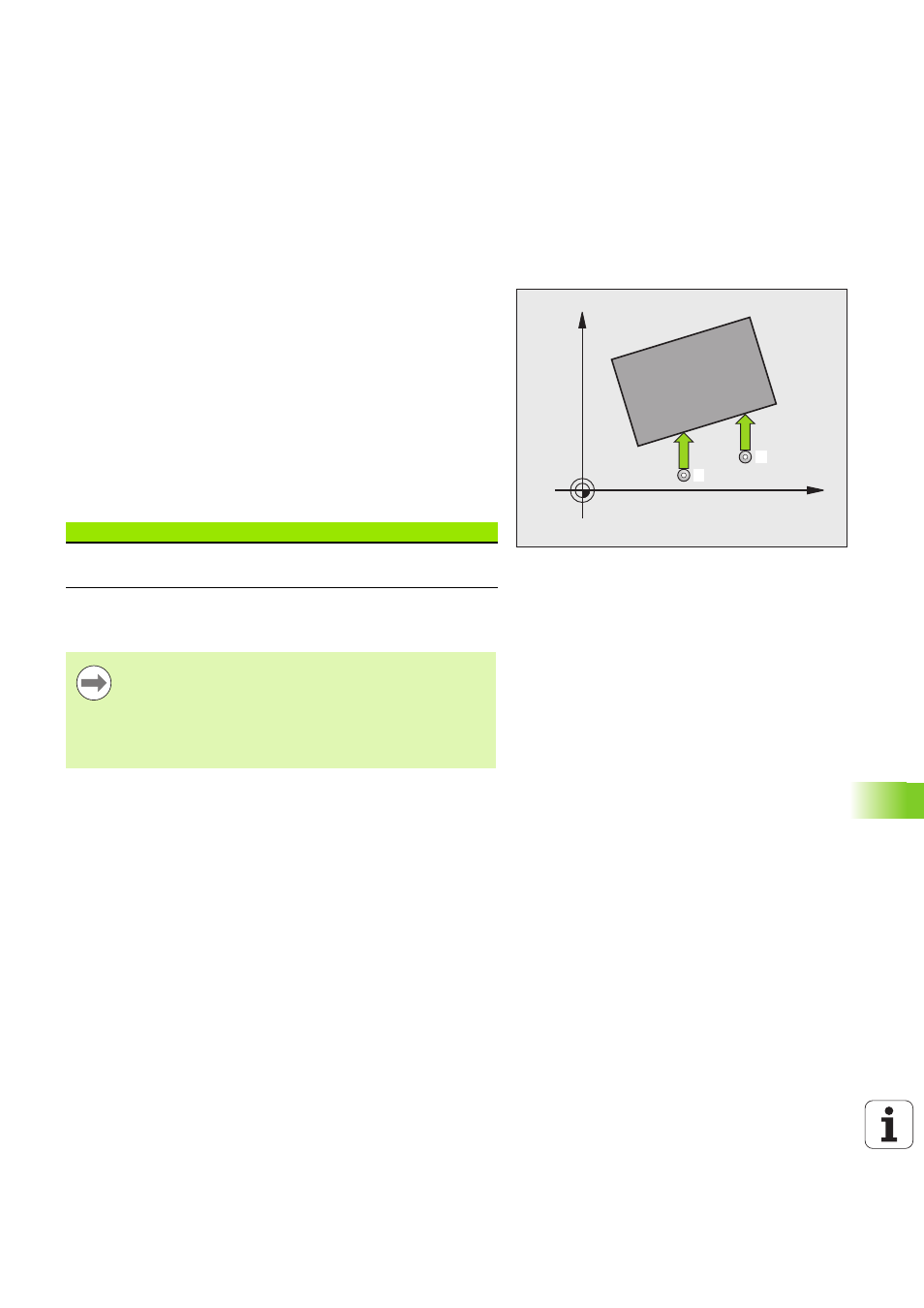
Cyklus dotykové sondy 420 zjišťuje úhel, který libovolná přímka svírá
s hlavní osou roviny obrábění.
1 TNC napolohuje dotykovou sondu rychloposuvem (hodnota ze
sloupce FMAX) a podle polohovací logiky (viz „Zpracování cyklů
dotykové sondy” na stranì 283)k programovanému bodu snímání
1
. TNC přitom přesazuje dotykovou sondu oproti stanovenému
směru pojezdu o bezpečnou vzdálenost
2 Pak najede dotyková sonda na zadanou výšku měření a provede
první snímání snímacím posuvem (sloupec F)
3 Pak přejede dotyková sonda k dalšímu snímanému bodu
2
a
provede druhé snímání
4 TNC umístí dotykovou sondu zpět do bezpečné výšky a uloží
zjištěný úhel do následujícího Q-parametru:
Při programování dbejte na tyto body!
X
Y
1
2
Číslo parametru
Význam
Q150
Naměřený úhel vztažený k hlavní ose
roviny obrábění
Před definicí cyklu musíte naprogramovat vyvolání
nástroje pro definici osy dotykové sondy.
Je-li definovaná osa dotykové sondy = osa měření, tak
zvolte Q263 rovno Q265, má-li se měřit úhel ve směru osy
A; zvolte Q263 různé od Q265, má-li se měřit úhel ve směru
osy B.