10 p říklady program ů – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Uživatelská příručka
Stránka 190
Advertising
190
Obráběcí cykly: Obrysová kapsa
7.10 P
říklady program
ů
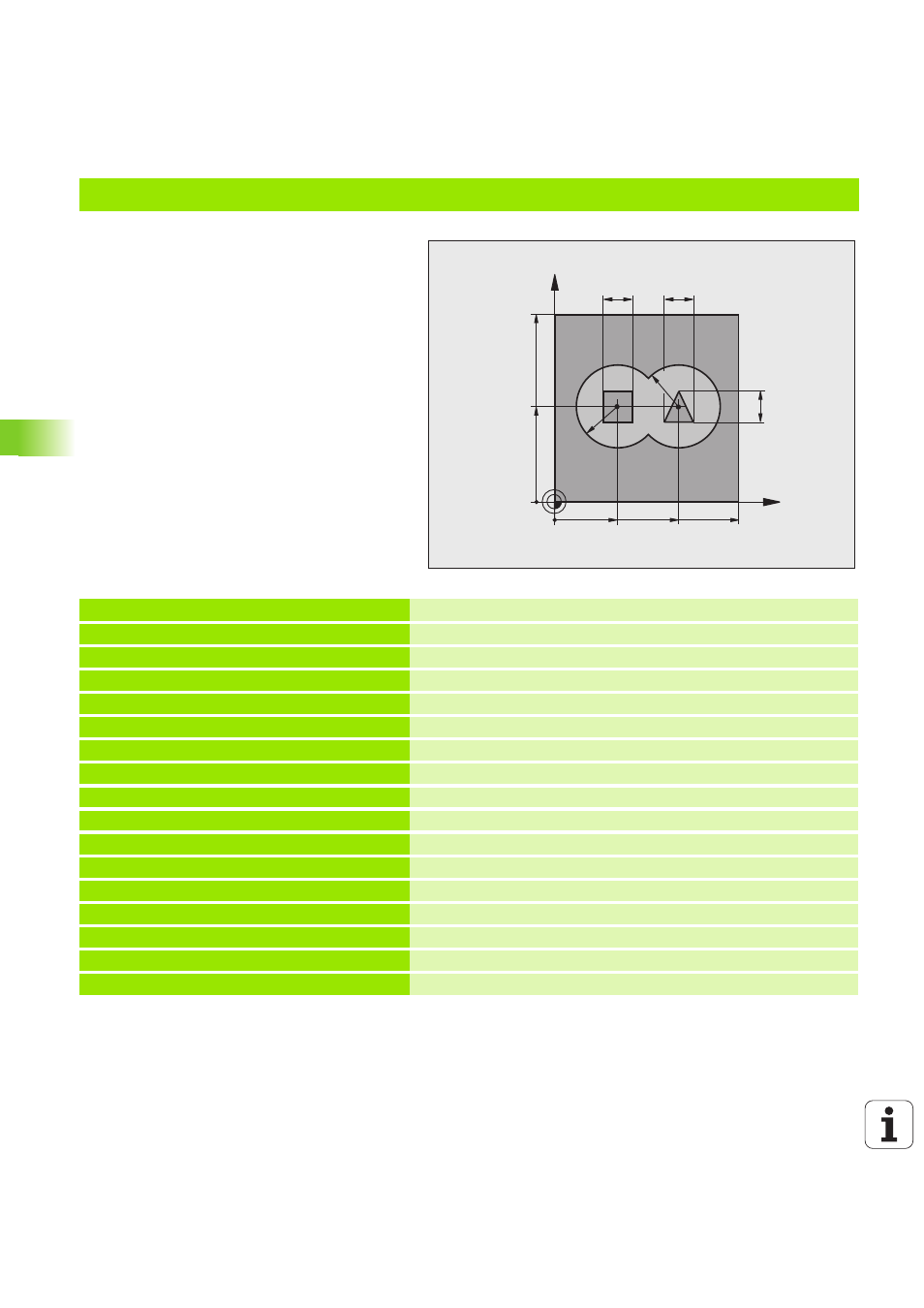
Příklad: Předvrtání, hrubování a dokončení překrývajících se obrysů
0 BEGIN PGM C21 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Definice neobrobeného polotovaru
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S2500
Vyvolání nástroje vrtání, průměr 12
4 L Z+250 R0 FMAX
Odjetí nástroje
5 CYCL DEF 14.0 OBRYS
Definice podprogramů obrysu
6 CYCL DEF 14.1 NÁVĚSTÍ OBRYSU 1/2/3/4
7 CYCL DEF 20 OBRYSOVÁ DATA
Definice všeobecných parametrů obrábění
Q1=-20
;HLOUBKA FRÉZOVÁNÍ
Q2=1
;PŘEKRÝVÁNÍ DRAH
Q3=+0,5
;PŘÍDAVEK PRO STĚNU
Q4=+0,5
;PŘÍDAVEK NA DNO
Q5=+0
;SOUŘADNICE POVRCHU
Q6=2
;BEZPEČNÁ VZDÁLENOST
Q7=+100 ;BEZPEČNÁ VÝŠKA
Q8=0,1
;RÁDIUS ZAOBLENÍ
Q9=-1
;SMYSL OTÁČENÍ
X
Y
35
50
100
100
16
16
R25
65
16
R25
Advertising