3 automatické prom ěř ování obrobk ů – HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles Uživatelská příručka
Stránka 118
118
3 Cykly dotykové sondy pro automatickou kontrolu obrobku
3.3 Automatické prom
ěř
ování obrobk
ů
8
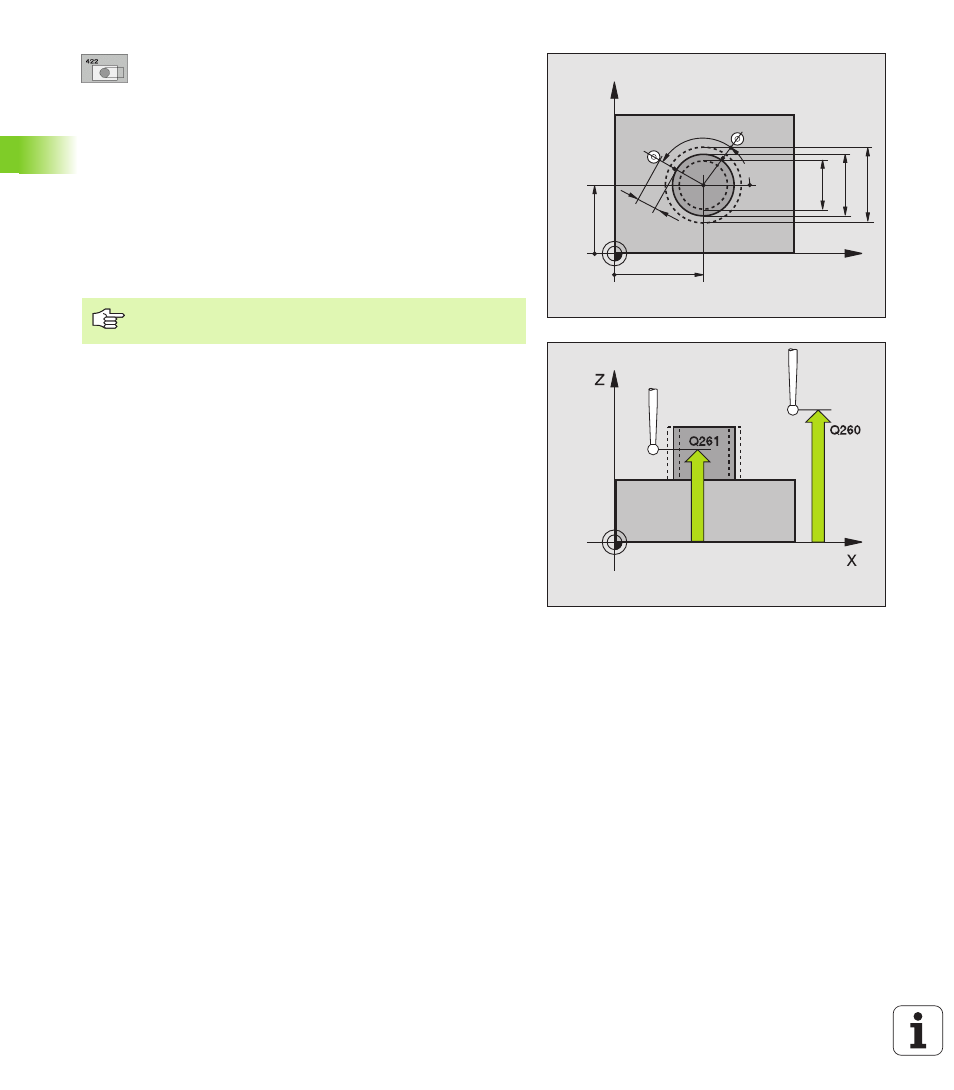
Střed 1. osy Q273 (absolutně): střed čepu v hlavní ose
roviny obrábění
8
Střed 2. osy Q274 (absolutně): střed čepu ve vedlejší
ose roviny obrábění
8
Cílový průměr Q262: zadejte průměr čepu
8
Úhel startu Q325 (absolutně): úhel mezi hlavní osou
roviny obrábění a prvním bodem snímání
8
Úhlová rozteč Q247 (inkrementálně): úhel mezi dvěma
měřicími body, znaménko úhlové- rozteče definuje
směr obrábění (- = ve směru hodinových- ručiček).
Chcete-li proměřovat oblouky, pak naprogramujte
úhlovou rozteč menší než 90°
8
Výška měření v ose dotykové sondy Q261 (absolutně):
souřadnice středu kuličky (= bod dotyku) v té ose
dotykové sondy, na které se má měření provádět
8
Bezpečná vzdálenost Q320 (inkrementálně): přídavná-
vzdálenost mezi měřicím bodem a kuličkou
dotykové -sondy Q320 se přičítá k MP6140
8
Bezpečná výška Q260 (absolutně): souřadnice v ose
dotykové- sondy, v níž nemůže dojít ke kolizi mezi
dotykovou- sondou a obrobkem (upínadlem)
8
Odjetí do bezpečné výšky Q301: stanovení, jak má
dotyková sonda mezi měřicími body pojíždět:
0: mezi měřicími body přejíždět ve výšce měření
1: mezi měřicími body přejíždět- v bezpečné výšce
8
Největší rozměr čepu Q277: největší přípustný průměr-
čepu.
8
Nejmenší rozměr čepu Q278: nejmenší přípustný
průměr- čepu
8
Tolerance středu 1. osy Q279: přípustná odchylka-
polohy v hlavní ose roviny obrábění
8
Tolerance středu 2. osy Q280: přípustná odchylka-
polohy ve vedlejší ose roviny obrábění
X
Y
Q325
Q247
Q278
Q262
Q277
Q274
±Q280
Q273
±Q279
MP6140
+
Q320
Čím menší úhlovou rozteč naprogramujete, tím nepřesněji
počítá TNC rozměry čepu. Nejmenší hodnota zadání: 5°.