2 automatické zjišt’ování vztažných bod ů – HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles Uživatelská příručka
Stránka 88
88
3 Cykly dotykové sondy pro automatickou kontrolu obrobku
3.2 Automatické zjišt’ování vztažných bod
ů
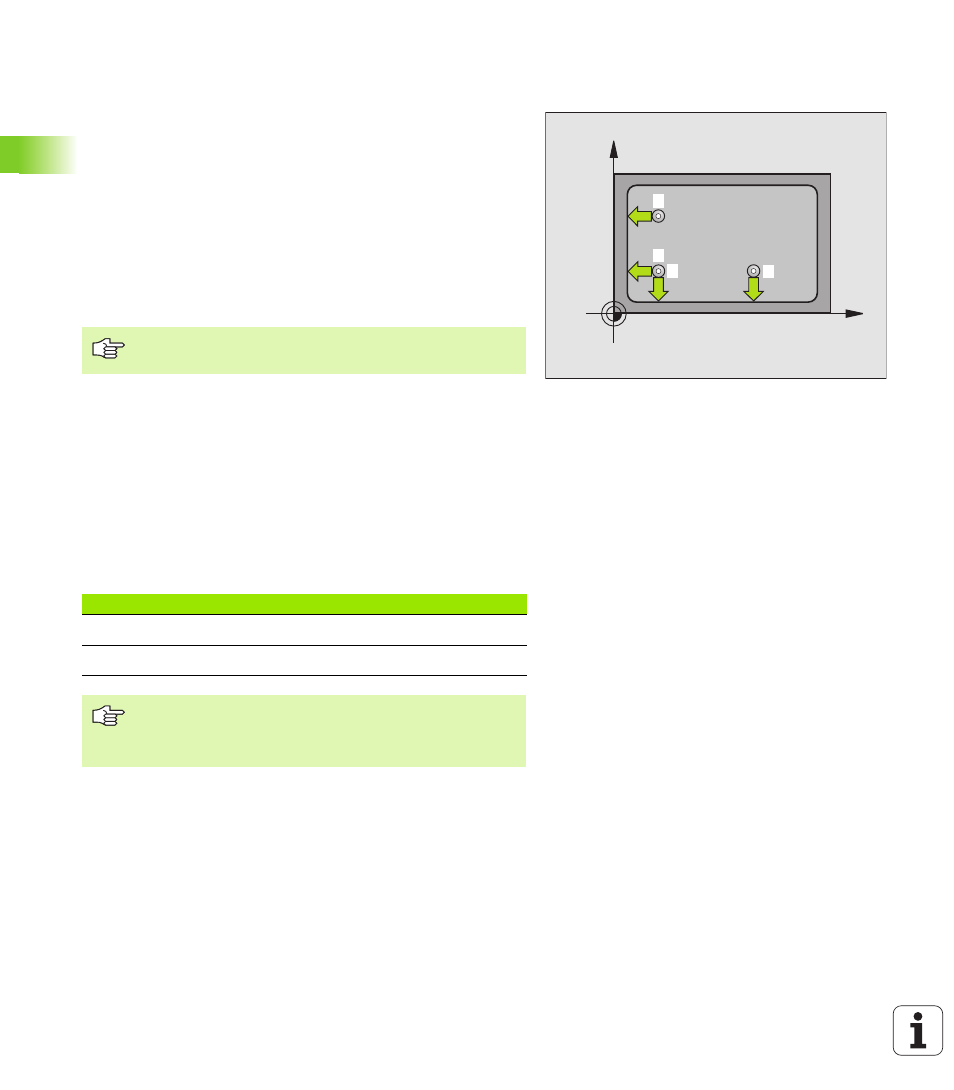
VZTAŽNÝ BOD ROH ZEVNITŘ
(cyklus dotykové sondy 415, DIN/ISO: G415)
Cyklus dotykové sondy 415 zjistí průsečík dvou přímek- a nastaví jej
jako vztažný bod. Volitelně může TNC také zapsat tento průsečík do
tabulky nulových bodů nebo tabulky Preset.
1 TNC polohuje dotykovou sondu rychloposuvem (hodnoty z
MP6150, případně MP6361) a podle polohovací logiky (viz
„Zpracování cyklů dotykové sondy” na str. 24) k prvnímu
dotykovému bodu
1
(viz obrázek vpravo nahoře), který v cyklu
definujete. TNC přitom přesazuje- dotykovou sondu oproti
stanovenému směru pojezdu o bezpečnou vzdálenost
2 Pak dotyková sonda najede na zadanou výšku -měření a provede
první snímání snímacím posuvem (MP6120, příp. MP6360). Směr
snímání vyplývá z čísla rohu
3 Poté přejede dotyková sonda k dalšímu bodu dotyku
2
a provede
druhé snímání
4 TNC napolohuje dotykovou sondu k bodu dotyku
3
a pak k bodu
dotyku
4
a tam provede třetí, příp. čtvrté snímání
5 Poté polohuje TNC dotykovou sondu zpět do bezpečné výšky a
zpracuje zjištěný vztažný bod podle hodnot v parametrech cyklů
Q303 a Q305(viz „Uložení vypočítaného vztažného bodu” na str.
66) a uloží souřadnice zjištěného rohu do následujících Q-
parametrů.
6 Pokud se to požaduje, zjistí pak TNC dalším samo-statným
snímacím pochodem ještě vztažný bod v ose dotykové sondy
X
Y
1
2
3
4
TNC měří první přímku vždy ve směru vedlejší osy roviny
obrábění.
Číslo parametru
Význam
Q151
Aktuální hodnota rohu na hlavní ose
Q152
Aktuální hodnota rohu na vedlejší ose
Před programováním dbejte na tyto body
Před definicí cyklu musíte naprogramovat vyvolání
nástroje pro definici osy dotykové sondy.