U (viz „základní natočení pomocí dvou, 1 automatické zjišt’ování šikmé polohy obrobku – HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles Uživatelská příručka
Stránka 52
52
3 Cykly dotykové sondy pro automatickou kontrolu obrobku
3.1 Automatické zjišt’ování šikmé polohy obrobku
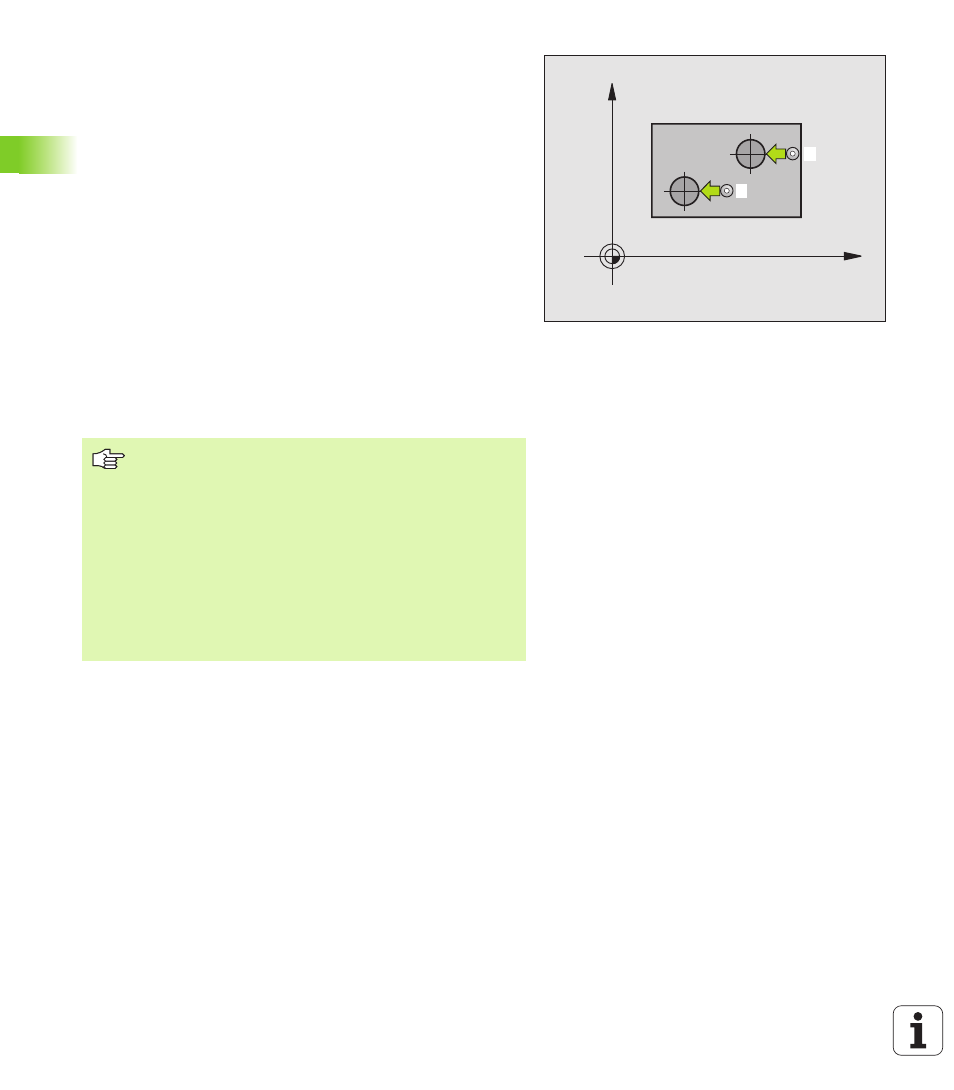
ZÁKLADNÍ NATOČENÍ pomocí dvou čepů
(cyklus dotykové sondy 402, DIN/ISO: G402)
Cyklus dotykové sondy 402 zjistí středy dvou čepů. Potom TNC
vypočítá úhel mezi hlavní- osou roviny obrábění a spojnicí středů čepů-.
Funkcí “Základní natočení” TNC vypočítanou hodnotu kompenzuje
(Viz téş „Kompenzace šikmé polohy obrobku” na str. 33). Případně
můžete zjištěnou šikmou- polohu kompenzovat také natočením
otočného stolu.
1 TNC napolohuje dotykovou sondu rychloposuvem (hodnota z
MP6150, příp. MP6361) a podle polohovací logiky (viz „Zpracování
cyklů dotykové sondy” na str. 24) do bodu snímání
1
prvního čepu
2 Poté přejede dotyková sonda do zadané výšky měření 1 a sejmutím
čtyř bodů zjistí střed prvního čepu. Mezi vždy o 90° přesazenými
snímanými- body přejíždí dotyková sonda kruhovým obloukem
3 Potom odjede dotyková sonda zpět do bezpečné výšky a
napolohuje se do bodu snímání
5
druhého čepu
4 TNC přejede dotykovou sondou do zadané výšky měření 2 a
sejmutím čtyř bodů zjistí střed- druhého čepu
5 Nakonec přejede TNC dotykovou sondou zpět do bezpečné výšky
a provede zjištěné základní natočení
X
Y
1
5
Před programováním dbejte na tyto body
Před definicí cyklu musíte naprogramovat vyvolání
nástroje pro definici osy dotykové sondy.
Na počátku cyklu TNC resetuje aktivní základní natočení.
Přejete-li si kompenzovat šikmou polohu natočením
otočného stolu, tak TNC použije auto-maticky tyto osy
natáčení:
C při ose nástroje Z
B při ose nástroje Y
A při ose nástroje X