1 automatické zjišt’ování šikmé polohy obrobku – HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles Uživatelská příručka
Stránka 55
HEIDENHAIN iTNC 530
55
3.1 Automatické zjišt’ování šikmé polohy obrobku
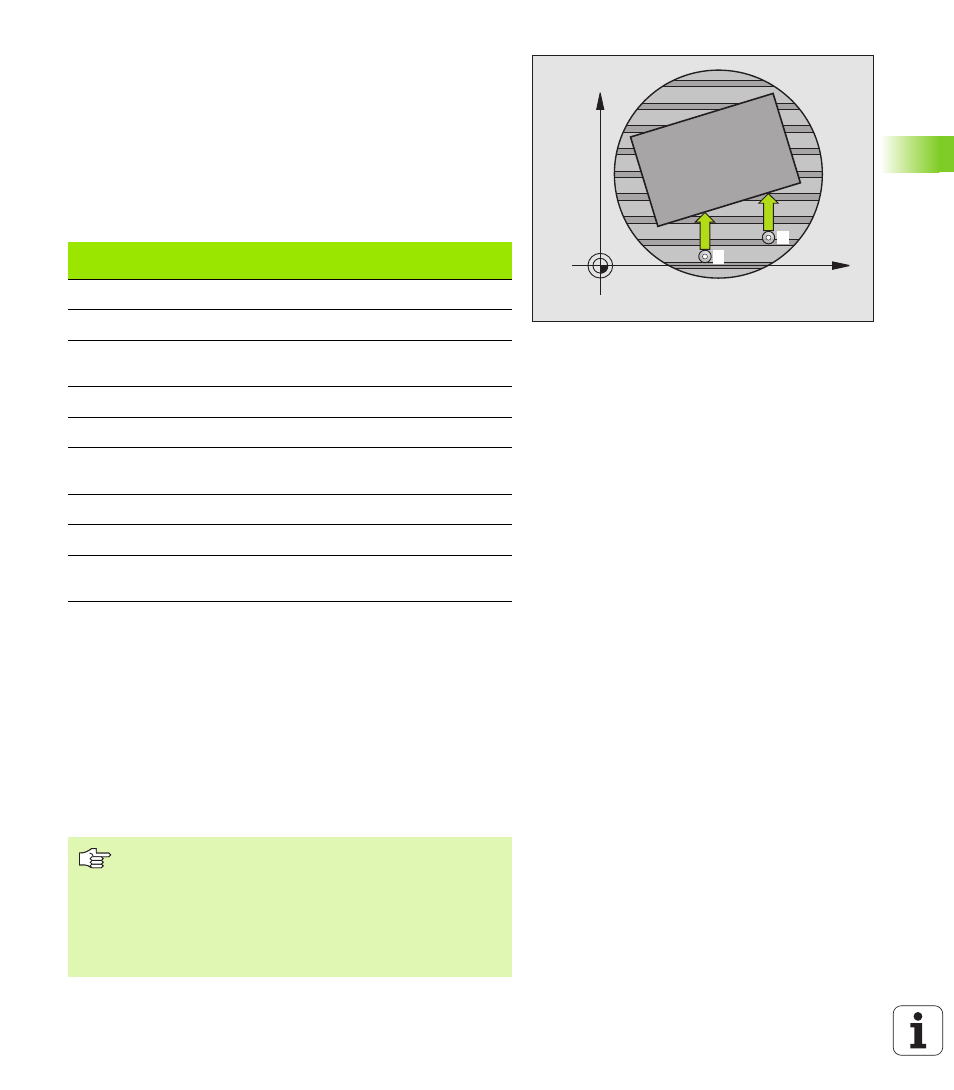
ZÁKLADNÍ NATOČENÍ – kompenzace v rotační
ose (cyklus dotykové sondy 403, DIN/ISO: G403)
Cyklus dotykové sondy 403 zjišt’uje šikmou polohu obrobku změřením
dvou bodů, které musí ležet na přímce. Zjištěnou šikmou polohu
obrobku TNC kompenzuje natočením osy A, B nebo C. Obrobek
přitom může být upnutý na otočném stole libovolně.
Dále jsou uvedené povolené kombinace osy měření (parametr cyklu
Q272) a vyrovnávací osy (parametr cyklu Q312). Funkce Naklopení
roviny obrábění:
1 TNC napolohuje dotykovou sondu rychloposuvem (hodnoty z
MP6150, příp. MP6361) a podle polohovací logiky (viz „Zpracování
cyklů dotykové sondy” na str. 24) k naprogramovanému
snímanému- bodu
1
. TNC přitom přesazuje dotykovou sondu oproti
stanovenému směru pojezdu o bezpe-čnou vzdálenost
2 Pak dotyková sonda najede na zadanou výšku -měření a provede
první snímání snímacím posuvem (MP6120, příp. MP6360)
3 Poté přejede dotyková sonda k dalšímu snímacímu bodu
2
a
provede druhé snímání
4 TNC napolohuje dotykovou sondu zpět do bezpečné výšky a
napolohuje v cyklu definovanou rotační osu o zjištěnou- hodnotu.
Volitelně můžete dát po vyrovnání nastavit indikaci na 0
X
Y
1
2
Aktivní osa
dotykové sondy
Měřicí osa
Vyrovnávací osa
Z
X (Q272=1)
C (Q312=6)
Z
Y (Q272=2)
C (Q312=6)
Z
Z (Q272=3)
B (Q312=5) nebo A
(Q312=4)
Y
Z (Q272=1)
B (Q312=5)
Y
X (Q272=2)
C (Q312=5)
Y
Y (Q272=3)
C (Q312=6) nebo A
(Q312=4)
X
Y (Q272=1)
A (Q312=4)
X
Z (Q272=2)
A (Q312=4)
X
X (Q272=3)
B (Q312=5) nebo C
(Q312=6)
Před programováním dbejte na tyto body
Před definicí cyklu musíte naprogramovat vyvolání
nástroje pro definici osy dotykové sondy.
Cyklus 403 používejte pouze při vypnuté funkci „Naklopení
roviny obrábění“.
TNC ukládá zjištěný úhel také do para-metru Q150.