3 automatické prom ěř ování obrobk ů – HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles Uživatelská příručka
Stránka 135
HEIDENHAIN iTNC 530
135
3.3 Automatické prom
ěř
ování obrobk
ů
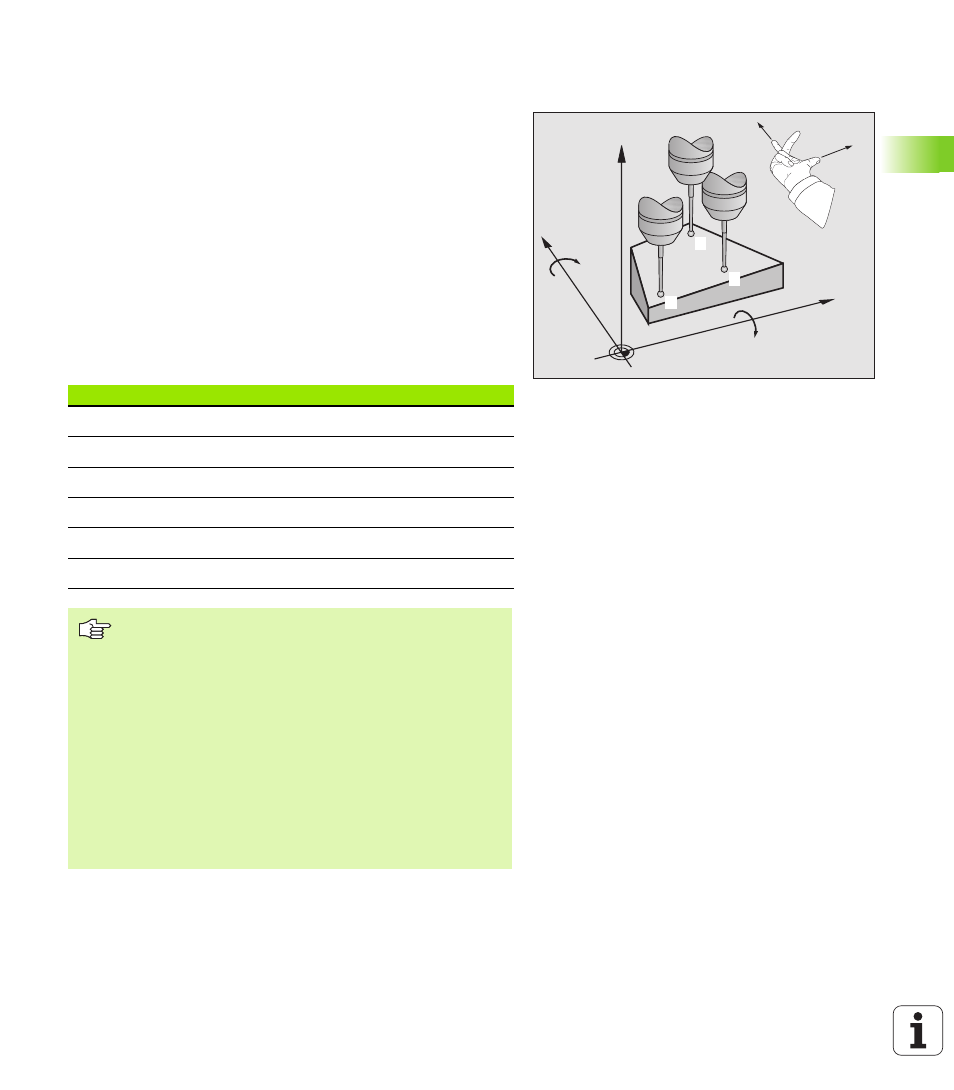
MĚŘENÍ ROVINY (cyklus dotykové sondy 431,
DIN/ISO: G431)
Cyklus dotykové sondy 431 zjistí úhly roviny proměřením tří bodů a
uloží hodnoty do systémových parametrů.
1 TNC polohuje dotykovou sondu rychloposuvem (hodnoty z
MP6150, příp. MP6361) a podle polohovací logiky (viz „Zpracování
cyklů dotykové sondy” na str. 24) k naprogramovanému bodu-
snímání
1
a tam změří první bod roviny. TNC přitom přesazuje
dotykovou sondu vůči směru snímání o bezpečnou vzdálenost
2 Poté jede dotyková sonda zpátky do bezpečné výšky, pak v
obráběcí rovině k bodu dotyku
2
a změří tam skutečnou hodnotu
druhého bodu roviny
3 Poté jede dotyková sonda zpátky do bezpečné výšky, pak v
obráběcí rovině k bodu dotyku
3
a změří tam skutečnou hodnotu
třetího bodu roviny
4 Nakonec TNC umístí dotykovou sondu zpět do bezpečné výšky a
uloží zjištěnou hodnotu úhlu v následujících- Q-parametrech:
X
Z
Y
1
2
3
+X
+Y
A
B
Číslo parametru
Význam
Q158
Projekční úhel osy A
Q159
Projekční úhel osy B
Q170
Prostorový úhel A
Q171
Prostorový úhel B
Q172
Prostorový úhel C
Q173
Naměřená hodnota v ose dotykové sondy
Před programováním dbejte na tyto body
Před definicí cyklu musíte naprogramovat vyvolání
nástroje pro definici osy dotykové sondy.
TNC dokáže vypočítat hodnotu úhlů pouze tehdy, pokud tři
body měření neleží v jedné přímce.
V parametrech Q170 – Q172 se ukládají prostorové úhly,
jichž je zapotřebí pro funkci naklopení roviny obrábění.
Prvními dvěma měřicími- body určujete vyrovnání hlavní
osy při naklopení roviny obrábění.
Třetí měřicí bod určuje směr osy nástroje. Definujte třetí
měřicí bod ve směru kladné osy Y, aby tak osa nástroje
správně ležela v pravotočivém- souřadném systému (viz
obrázek).