2 základy k dráhovým funkcím – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Uživatelská příručka
Stránka 212
212
6 Programování: Programování obrysů
6.2 Základy k dráhovým funkcím
Zadání více než tří souřadnic
TNC může současně řídit až 5 os. Při obrábění s 5 osami se současně
pohybují například 3 lineární a 2 rotační osy.
Program pro takovéto obrábění běžně generují CAD-systémy a na
stroji se vytvořit nedá.
Příklad:
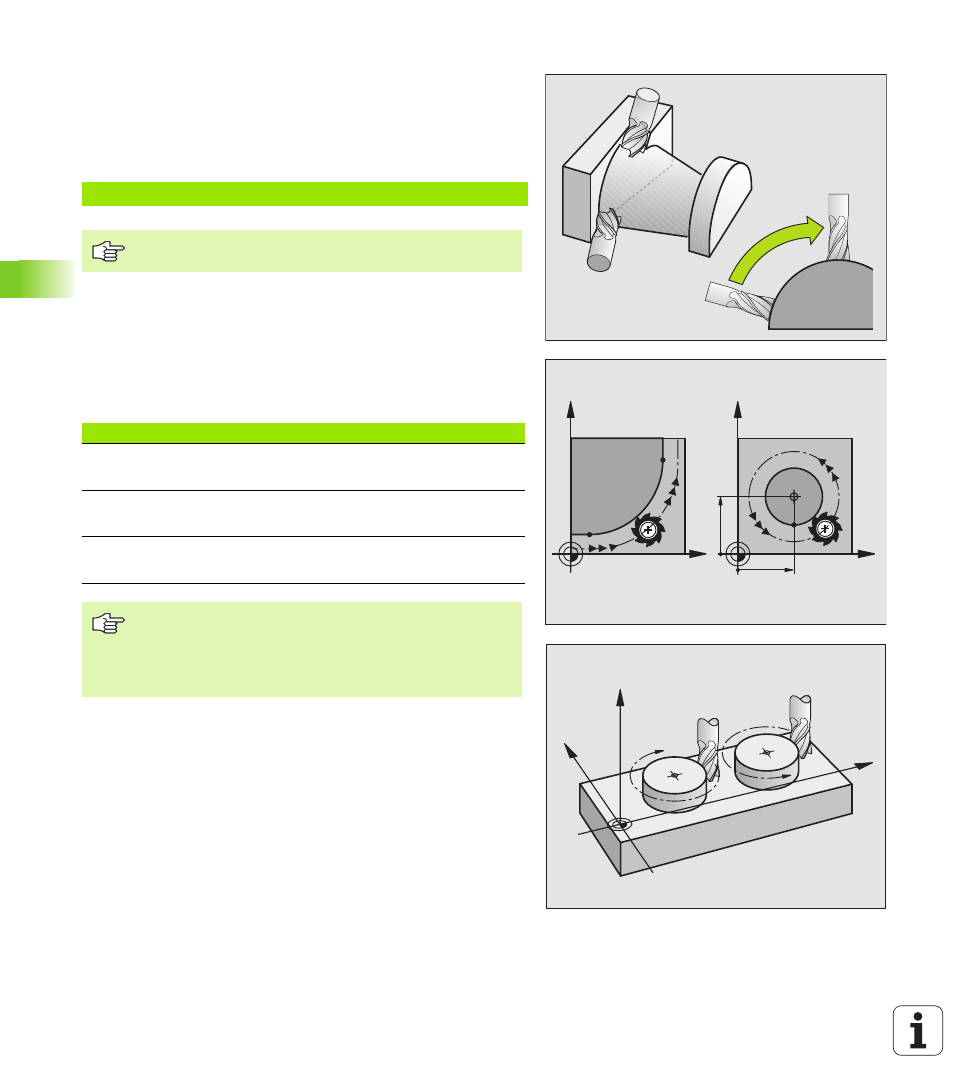
Kruhy a kruhové oblouky
Při kruhových pohybech pojíždí TNC dvěma strojními osami
současně: nástroj se pohybuje relativně vůči obrobku po kruhové
dráze. Pro kruhové pohyby můžete zadat střed kruhu.
Dráhovými funkcemi pro kruhové oblouky naprogramujete kruhy v
hlavních rovinách: hlavní rovina se musí určit při vyvolání nástroje
definicí osy vřetena:
Smysl otáčení u kruhových pohybů
Pro kruhové pohyby bez tangenciálního přechodu na jiné
obrysové elementy udáváte smysl otáčení pomocí těchto funkcí:
Otáčení ve smyslu hodinových ručiček: G02/G12
Otáčení proti směru hodinových ručiček: G03/G13
Korekce rádiusu
Korekce rádiusu musí být zadána v tom bloku, jímž najíždíte na první
obrysový prvek. Korekce rádiusu nesmí začínat v bloku pro kruhovou
dráhu. Naprogramujte ji předtím v přímkovém bloku (viz „Dráhové
pohyby – pravoúhlé souřadnice”, str. 217).
Předpolohování
Předvolte polohu nástroje na začátku programu obrábění tak, aby bylo
vyloučeno poškození nástroje a obrobku.
N123 G01 G40 X+20 Y+10 Z+2 A+15 C+6 F100 M3 *
Pohyb více než 3 os TNC graficky nepodporuje.
X
Y
X
Y
I
J
Osa vřetena
Hlavní rovina
Střed kruhu
Z (G17)
XY, též
UV, XV, UY
I, J
Y (G18)
ZX, též
WU, ZU, WX
K, I
X (G19)
YZ, též
VW, YW, VZ
J, K
Kruhy, které neleží rovnoběžně s hlavní rovinou,
naprogramujete též funkcí „Naklápění roviny
obrábění“(viz „ROVINA OBRÁBĚNÍ (cyklus G80, volitelný
software 1)”, str. 449) nebo pomocí Q-parametrů (viz
„Princip a přehled funkcí”, str. 506).
G02/G12
G03/G13
X
Z
Y