Příklad: vrtací cykly – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Uživatelská příručka
Stránka 338
338
8 Programování: Cykly
8.3 Cykly k vrtání,
řezání vnit
řních závit
ů
a frézování závit
ů
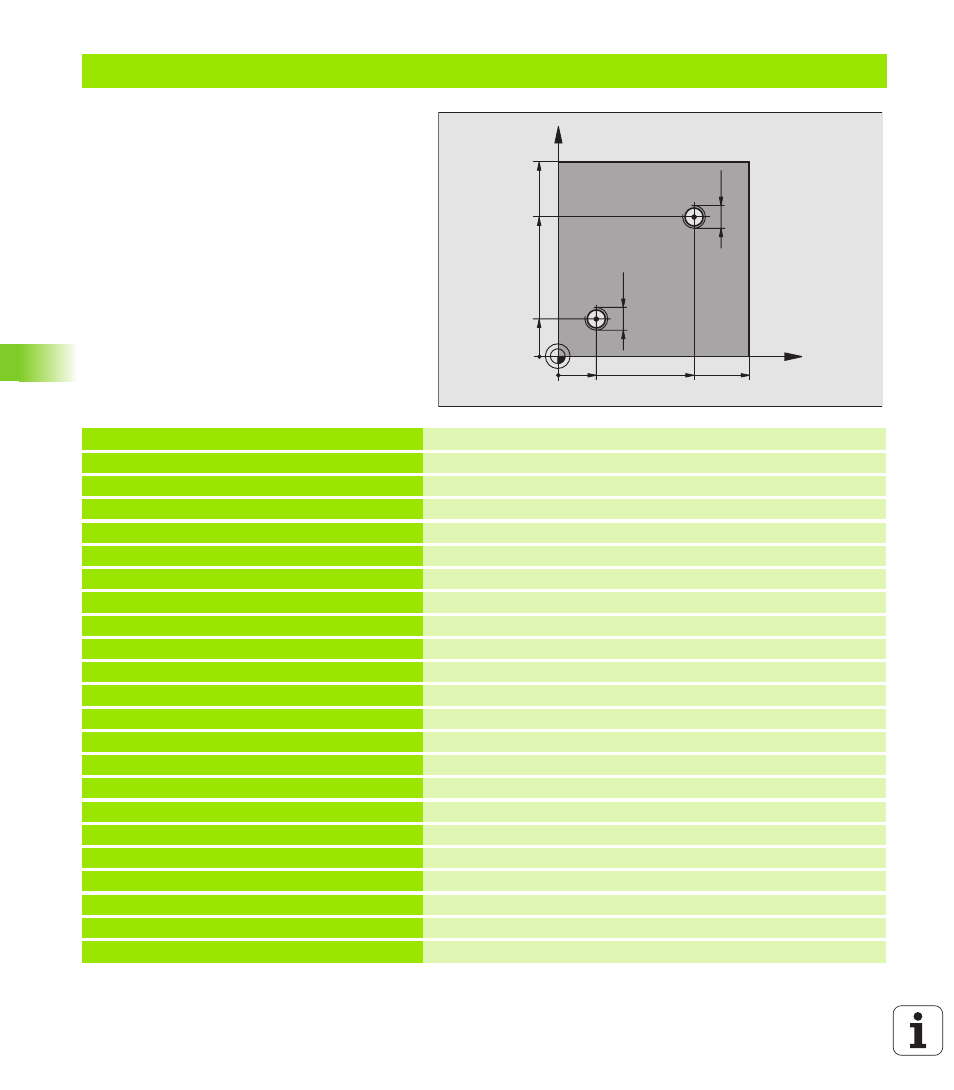
Příklad: Vrtací cykly
Průběh programu
Programování vrtacího cyklu v hlavním
programu
Obrábění programujte v podprogramu, viz
%C18 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Definice neobrobeného polotovaru
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+3 *
Definice nástroje
N40 T1 G17 S4500 *
Vyvolání nástroje
N50 G00 G40 G90 Z+250 *
Odjetí nástroje
N60 G86 P01 +30 P02 -1,75 *
Definice cyklu řezání závitu
N70 X+20 Y+20 *
Najetí na díru 1
N80 L1,0 *
Vyvolání podprogramu 1
N90 X+70 Y+70 *
Najetí na díru 2
N100 L1,0 *
Vyvolání podprogramu 1
N110 G00 Z+250 M2 *
Vyjetí nástroje, konec hlavního programu
N120 G98 L1 *
Podprogram 1: Řezání závitů
N130 G36 S0 *
Stanovení úhlu vřetena pro orientaci
N140 M19 *
Orientování vřetena (možné opakované řezání)
N150 G01 G91 X-2 F1000 *
Přesazení nástroje pro bezkolizní zanořování (závislé na
průměru jádra a nástroji)
N160 G90 Z-30 *
Najetí na hloubku startu
N170 G91 X+2 *
Nástroj opět na střed díry
N180 G79 *
Vyvolání cyklu 18
N190 G90 Z+5 *
Odjetí
N200 G98 L0 *
Konec Podprogramu 1
N99999999 %C18 G71 *
X
Y
20
20
100
100
70
70
M12
M12