10 speciální cykly – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Uživatelská příručka
Stránka 461
HEIDENHAIN iTNC 530
461
8.10 Speciální cykly
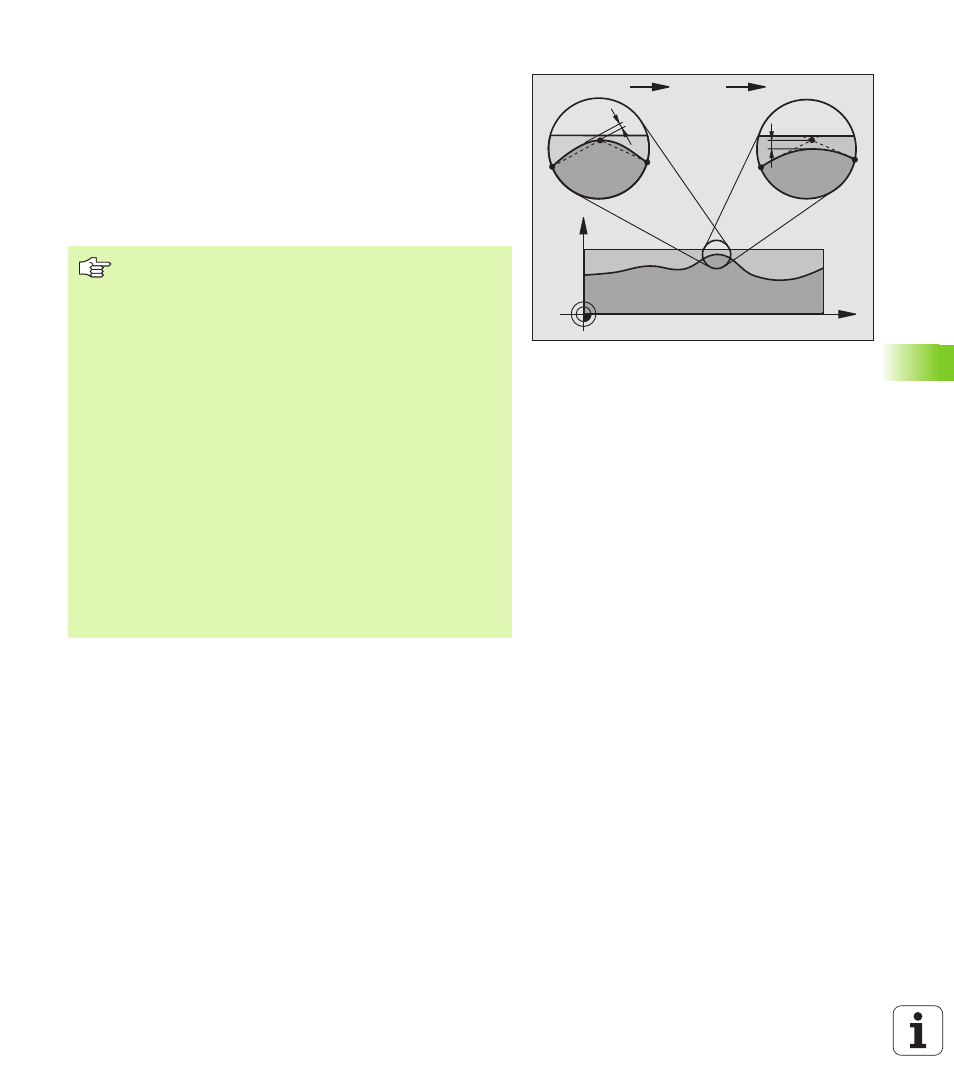
Vlivy při definici geometrie v systému CAM
Důležitým faktorem u externě připravených programů NC je chyba
tečny, definovatelná v systému CAM. Prostřednictvím chyby tečny se
definuje maximální rozteč bodů NC-programu, vytvářeného pomocí
postprocesoru (PP). Je-li chyba tečny rovná či menší než tolerance T
zvolená v cyklu G61, tak TNC může body obrysu vyhladit, pokud není
speciálním nastavením stroje omezen naprogramovaný posuv.
Optimálního vyhlazení obrysu dosáhnete volbou hodnoty tolerance v
cyklu G62 mezi 1,1- a 2násobkem chyby tečny CAM.
Programování
X
Z
T
S
CAM
TNC
PP
Před programováním dbejte na tyto body
Cyklus G62 je aktivní jako DEF, to znamená, že je účinný
od své definice v programu.
TNC vynuluje cyklus G62 pokud:
cyklus G62 znovu definujete a otázku dialogu na
Hodnotu tolerance potvrdíte klávesou BEZ ZADÁNÍ;
klávesou PGM MGT zvolíte nový program.
Když jste vynulovali cyklus G62, aktivuje TNC toleranci
předvolenou pomocí strojních parametrů.
Zadanou hodnotu tolerance T interpretuje TNC v MM-
programu jako měrovou jednotku mm a v Inch-programu
jako měrovou jednotku palec.
Pokud zavedete program s cyklem G62, který obsahuje
jako parametr cyklu pouze Hodnotu tolerance T, doplní
TNC oba zbývající parametry hodnotou 0.
Při rostoucí zadané toleranci se zpravidla zmenšuje při
kruhovém pohybu průměr kruhu. Je-li na vašem stroji
aktivní filtr HSC (popř. se dotažte u výrobce stroje), tak
může být kruh i větší.