6 sl-cykly, Strana načisto (cyklus g124) – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Uživatelská příručka
Stránka 394
394
8 Programování: Cykly
8.6 SL-cykly
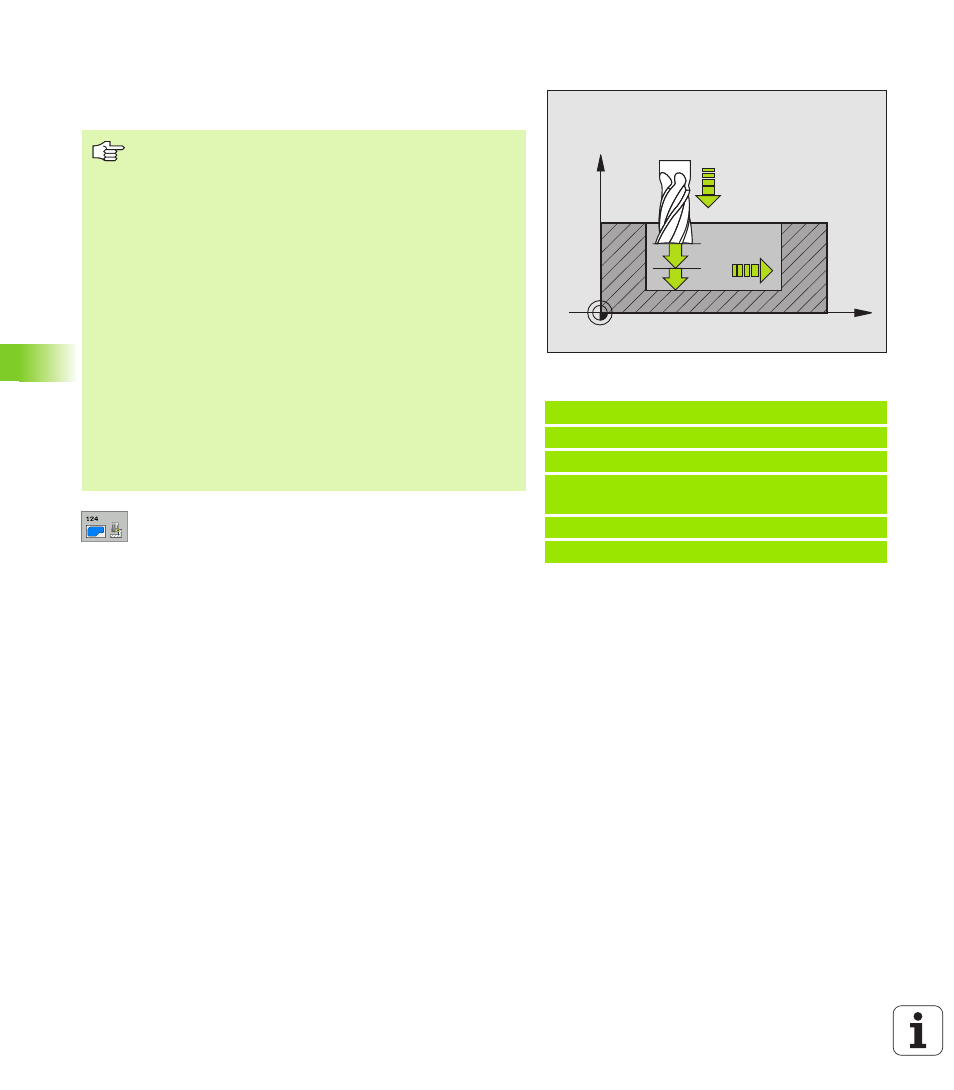
STRANA NAČISTO (cyklus G124)
TNC najíždí nástrojem po kruhové dráze tangenciálně na dílčí obrysy.
Každý dílčí obrys se dokončí samostatně.
8
Smysl otáčení? Ve smyslu hodinových ručiček = -1 Q9:
Směr obrábění:
+1: otáčení proti smyslu hodinových ručiček.
–1:otáčení ve smyslu hodinových ručiček
8
Hloubka přísuvu Q10 (inkrementálně): rozměr, o který
se nástroj pokaždé přisune
8
Posuv přísuvu do hloubky Q11: posuv při zanořování.
8
Posuv hrubování Q12: frézovací posuv
8
Přídavek na dokončení stěny Q14 (inkrementálně):
přídavek pro vícenásobné dokončování; zadáte-li
Q14 = 0, pak se odstraní poslední zbytek přídavku
Példa: NC-bloky
N61 G124 DOKONČENÍ STRANY
Q9=+1
;SMYSL OTÁČENÍ
Q10=+5
;HLOUBKA PŘÍSUVU
Q11=100
;POSUV PŘÍSUVU DO
HLOUBKY
Q12=350
;POSUV HRUBOVÁNÍ
Q14=+0
;PŘÍDAVEK PRO STRANU
X
Z
Q11
Q12
Q10
Před programováním dbejte na tyto body
Součet přídavku na dokončení stěny (Q14) a rádiusu
dokončovacího nástroje musí být menší než součet
přídavku na dokončení stěny (Q3, cyklus G120) a rádiusu
hrubovacího nástroje.
Pokud použijete cyklus G124, aniž jste předtím vyhrubovali
s cyklem G122, platí rovněž výše uvedený výpočet; rádius
hrubovacího nástroje pak má hodnotu „0“.
Cyklus G124 můžete použít také k frézování obrysu. Pak
musíte
definovat frézovaný obrys jako jednotlivý ostrůvek (bez
ohraničení kapsy); a
zadat přídavek na dokončení (Q3) v cyklu G120 větší,
než je součet přídavku na dokončení Q14 + rádiusu
použitého nástroje.
TNC si sám zjistí bod startu pro dokončování. Bod startu je
závislý na prostorových poměrech v kapse a na přídavku
programovaném v cyklu G120.