6 sl-cykly – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Uživatelská příručka
Stránka 399
HEIDENHAIN iTNC 530
399
8.6 SL-cykly
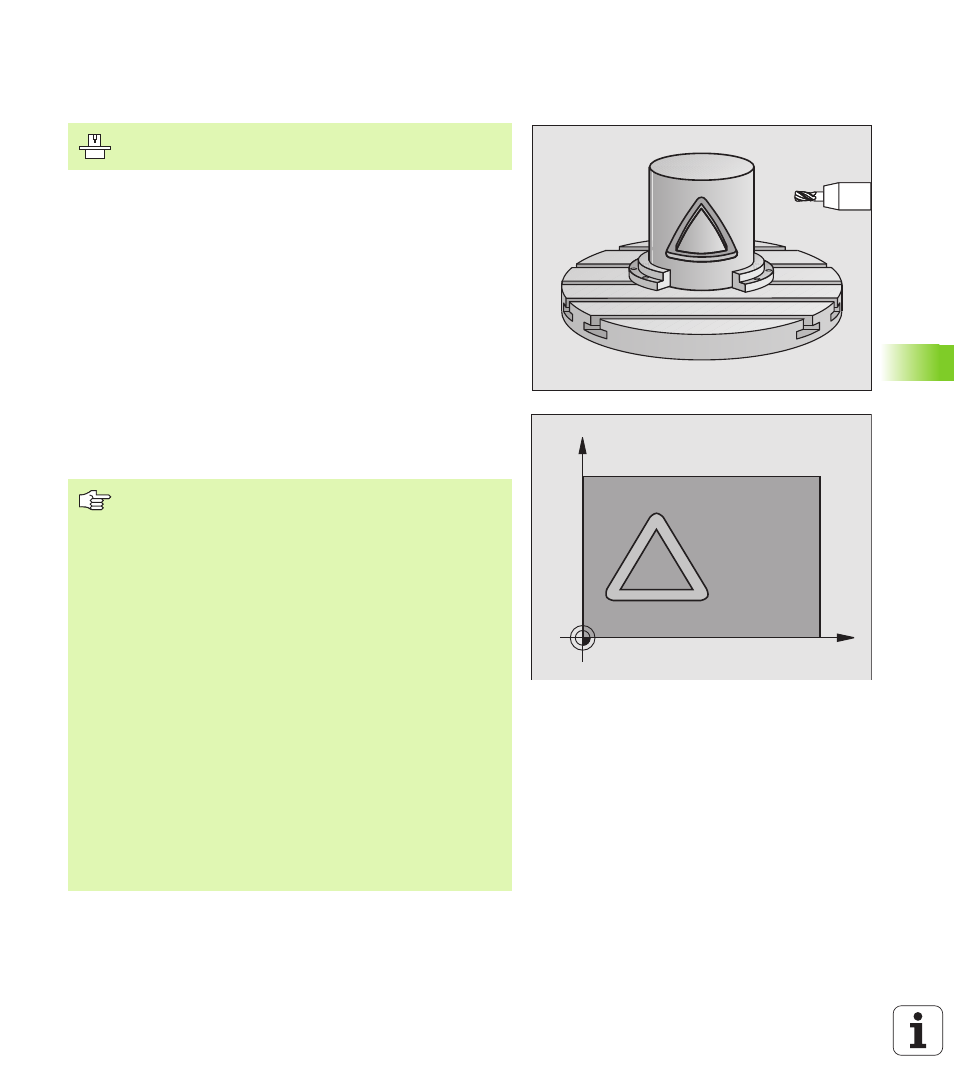
VÁLCOVÝ PLÁŠŤ frézování drážky (cyklus G128,
volitelný software 1)
Tímto cyklem můžete přenést na plášť válce vodicí drážku,
definovanou na rozvinuté ploše. Na rozdíl od cyklu G127 nastavuje
TNC nástroj u tohoto cyklu tak, aby stěny při aktivní korekci rádiusu
probíhaly vždy navzájem rovnoběžně. Dráhu středu obrysu
naprogramujte s udáním korekce rádiusu nástroje. Korekcí rádiusu
určíte, zda TNC zhotoví drážku sousledným či nesousledným
obráběním:
1 TNC napolohuje nástroj nad bod zápichu
2 V první hloubce přísuvu frézuje nástroj posuvem pro frézování Q12
podél stěny drážky; přitom se bere zřetel na přídavek na dokončení
stěny
3 Na konci obrysu přesadí TNC nástroj na protilehlou stěnu drážky a
jede zpět k bodu zápichu
4 Kroky 2 až 3 se opakují, až se dosáhne programované hloubky
frézování Q1
5 Potom nástroj odjede na bezpečnou vzdálenost
C
Z
Stroj a TNC musí být výrobcem stroje připraveny.
Před programováním dbejte na tyto body
V prvním bloku NC obrysového podprogramu vždy
programujte obě souřadnice pláště válce.
Paměť pro jeden SL-cyklus je omezena. V jednom SL-
cyklu můžete naprogramovat maximálně 8 192
obrysových prvků.
Znaménko parametru cyklu Hloubka definuje směr
obrábění. Naprogramujete-li hloubku = 0, pak TNC cyklus
neprovede.
Cyklus vyžaduje frézu s čelními zuby (DIN 844).
Válec musí být na otočném stole upnut vystředěně.
Osa vřetena musí směřovat kolmo k ose otočného stolu.
Není-li tomu tak, pak TNC vypíše chybové hlášení.
Tento cyklus můžete provádět též při naklopené rovině
obrábění.
TNC zkontroluje, zda korigovaná a nekorigovaná dráha
nástroje leží uvnitř rozsahu indikace rotační osy (je
definována ve strojním parametru 810.x). Při chybovém
hlášení „Chyba v programování obrysu“, případně
nastavte MP 810.x = 0.