2 nástrojová dat a – HEIDENHAIN iTNC 530 (340 49x-05) ISO programming Uživatelská příručka
Stránka 170
170
Programování: Nástroje
5.2 Nástrojová dat
a
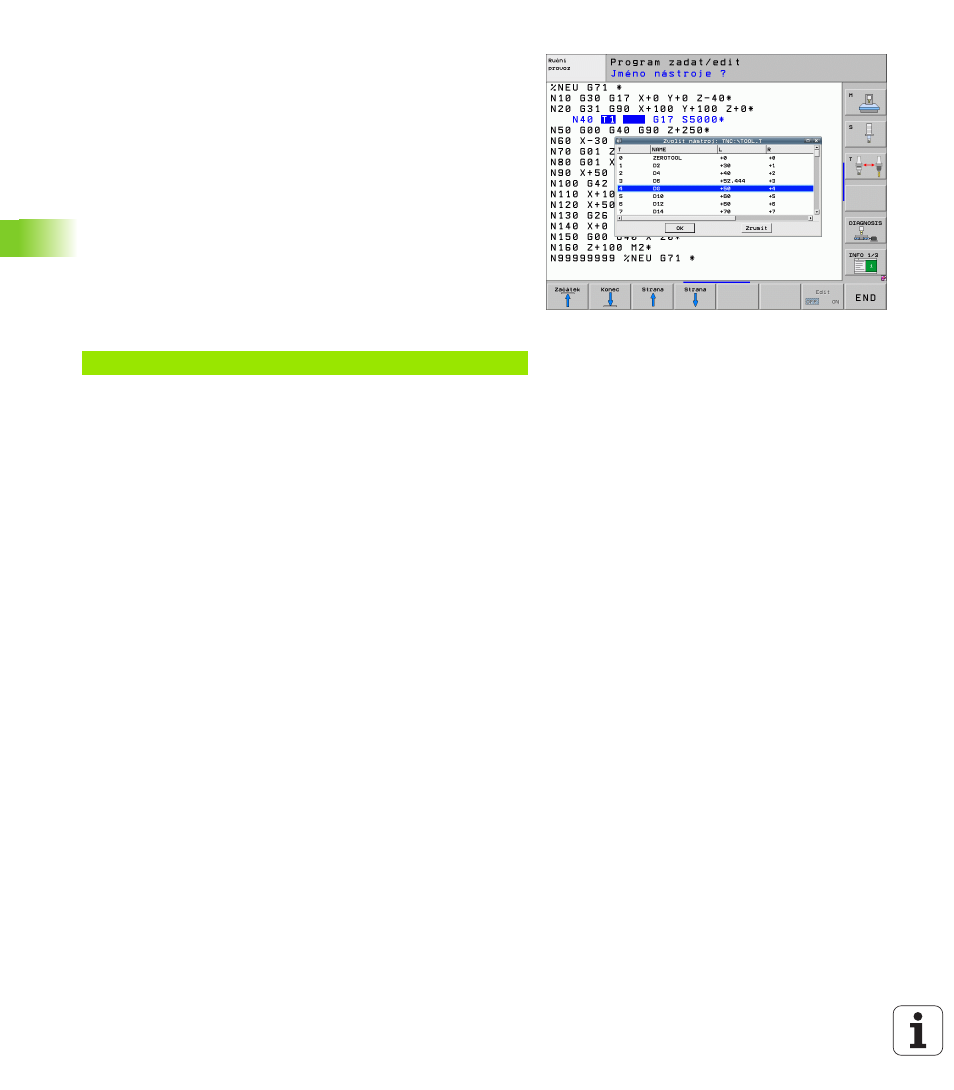
Editace nástrojových dat v okně výběru
V pomocném okně výběru nástrojů můžete zobrazená nástrojová data
také upravovat:
U
Směrovými klávesami zvolte řádek a pak sloupec upravované
hodnoty: světle modrý rámeček označuje upravitelné políčko
U
Nastavte softtlačítko EDITOVAT na ZAP, zadejte požadovanou
hodnotu a potvrďte ji klávesou ENT
U
Podle potřeby zvolte další sloupečky a znovu proveďte předtím
popsaný postup.
U
Zvolený nástroj převezmete do programu klávesou ENT
Příklad: Vyvolání nástroje
Vyvolává se nástroj číslo 5 v ose nástroje Z s otáčkami vřetena 2 500
ot/min a posuvem 350 mm/min. Přídavek na délku nástroje a rádius
nástroje 2 činí 0,2 mm resp. 0,05 mm, záporný přídavek pro rádius
nástroje 1 mm.Písmeno
D před L a R znamená Delta-hodnotu.
Předvolba u tabulek nástrojů
Pokud používáte tabulky nástrojů, pak provedete s G51-bloku
předvolbu dalšího používaného nástroje. K tomu zadejte číslo
nástroje, případně Q-parametr, nebo název nástroje v uvozovkách.
N20 T 5.2 G17 S2500 DL+0.2 DR-1