Aktivování manuálního naklopení, M provozu, viz, Ko, viz „aktivování manuálního naklopení – HEIDENHAIN iTNC 530 (340 49x-05) ISO programming Uživatelská příručka
Stránka 472
472
Ruční provoz a seřizování
14.9 Naklo
p
en
í r
o
viny o
b
ráb
ění (volitelný sof
tware 1)
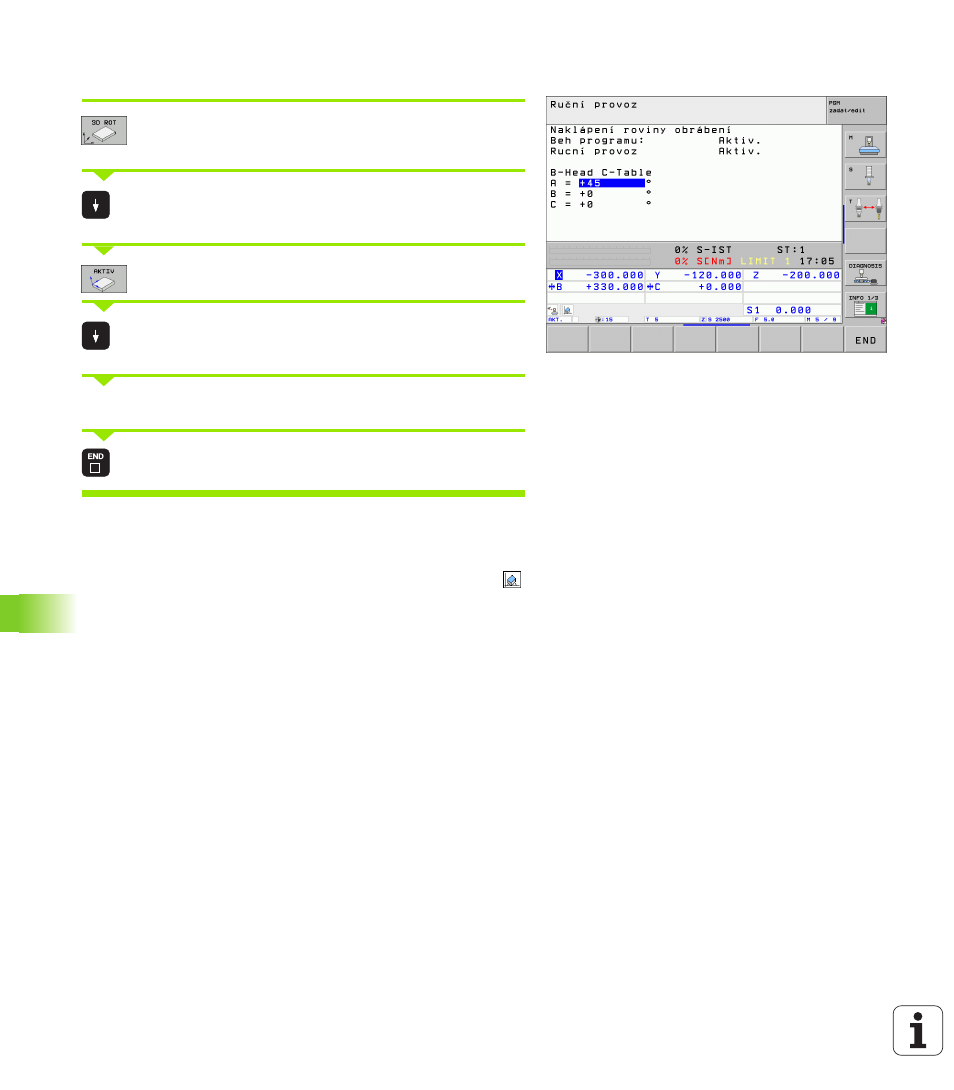
Aktivování manuálního naklopení
Navolení manuálního naklápění: stiskněte
softklávesu 3D-ROT.
Světlý proužek polohujte směrovými tlačítky na bod
nabídky Ruční provoz
Aktivujte ruční naklápění: stiskněte softklávesu AKTIV
Světlý proužek polohujte směrovými tlačítky na
požadovanou osu natočení
Zadejte úhel naklopení
Ukončení zadávání: klávesou END
Pro vypnutí nastavte v nabídce Naklápění roviny obrábění
požadované provozní režimy na neaktivní.
Je-li funkce Naklápění roviny obrábění aktivní a TNC pojíždí strojními
osami podle naklopených os, objeví se v zobrazení stavu symbol
.
Nastavíte-li funkci Naklápění roviny obrábění na aktivní pro provozní
režim Provádění programu, pak platí v nabídce zadaný úhel naklopení
od prvního bloku prováděného programu obrábění. Použijete-li v
obráběcím programu cyklus G80 nebo funkci PLANE, tak úhlové
hodnoty, které tam jsou definované, jsou platné. V nabídce zadané
úhlové hodnoty se těmito vyvolanými hodnotami přepíšou.