HEIDENHAIN iTNC 530 (340 49x-05) ISO programming Uživatelská příručka
Stránka 414
414
Programování: Správa palet
13.2 Paletový režim s obráb
ěním orientovaným na nástroje
Směrovými klávesami a klávesou ENT zvolte pozici, kterou chcete
převzít. Potom zvolte softtlačítkem VŠECHNY HODNOTY aby TNC
uložilo příslušné souřadnice všech aktivních os do tabulky palet.
Softtlačítkem AKTUÁLNÍ HODNOTA uloží TNC souřadnici té osy, na
níž se právě nachází světlý proužek v tabulce palet.
SP-X, SP-Y, SP-Z (volitelná položka, další osy jsou možné):
Pro osy lze zadat bezpečné polohy, které je možné přečíst pomocí
SYSREAD FN18 ID510 NR 6 z NC-maker. Pomocí SYSREAD FN18
ID510 NR 5 lze zjistit, zda byla ve sloupci naprogramována nějaká
hodnota. Na udané polohy se najede pouze tehdy, pokud se tyto
hodnoty v NC-makrech přečtou a příslušně naprogramují.
CTID (zápis provede TNC):
Kontextové identifikační číslo zadává TNC a obsahuje informace o
pokroku obrábění. Jestliže se tento zápis vymaže, resp. změní tak
nelze obrábění znovu zahájit
Pokud jste před NC-programem nenadefinovali žádnou
paletu, vztahují se programované souřadnice k nulovému
bodu stroje. Jestliže nenadefinujete žádný zápis, zůstává
aktivní ručně nastavený vztažný bod.
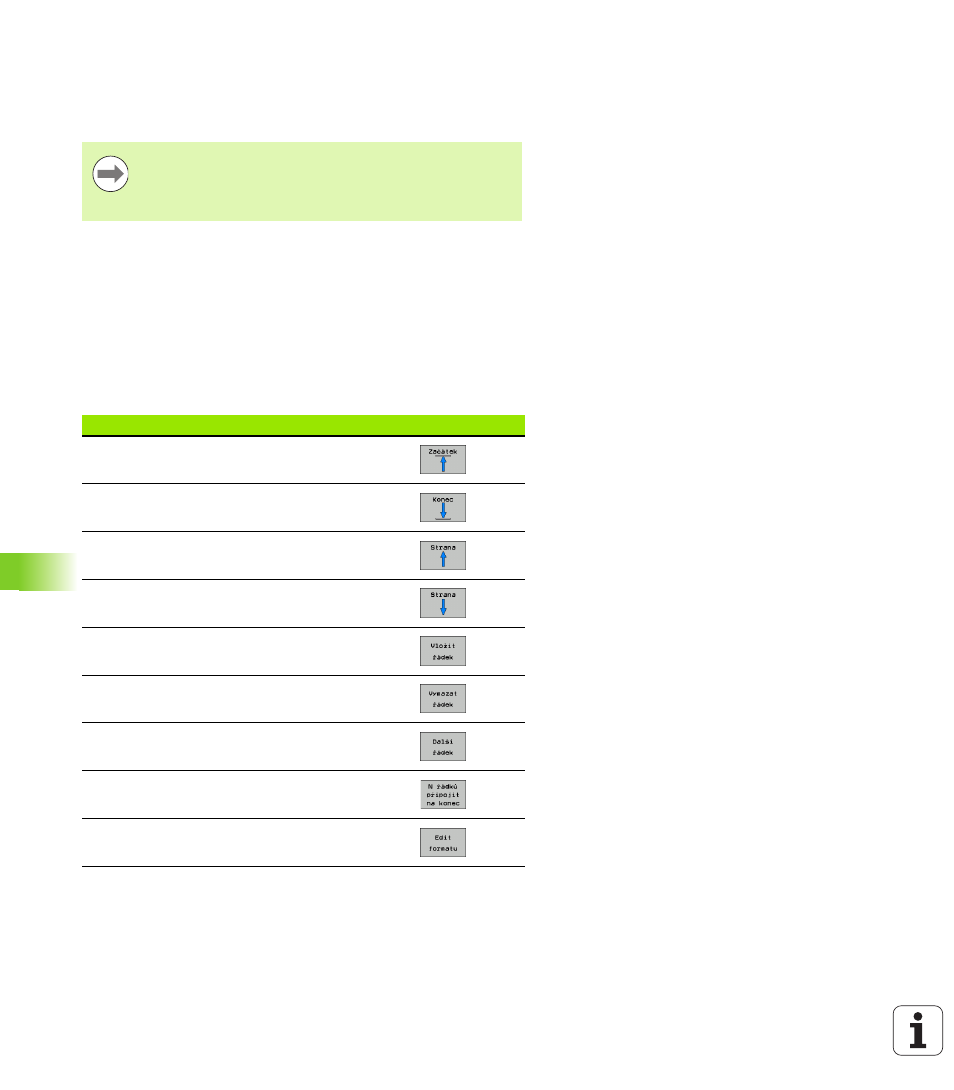
Editační funkce v tabulkovém režimu
Softtlačítko
Volba začátku tabulky
Volba konce tabulky
Volba předchozí stránky tabulky
Volba další stránky tabulky
Vložit řádek na konec tabulky
Smazat řádek na konci tabulky
Zvolit začátek dalšího řádku
Vložit zadatelný počet řádků na konec tabulky
Editace formátu tabulky