HEIDENHAIN iTNC 530 (340 49x-05) ISO programming Uživatelská příručka
Stránka 420
420
Programování: Správa palet
13.2 Paletový režim s obráb
ěním orientovaným na nástroje
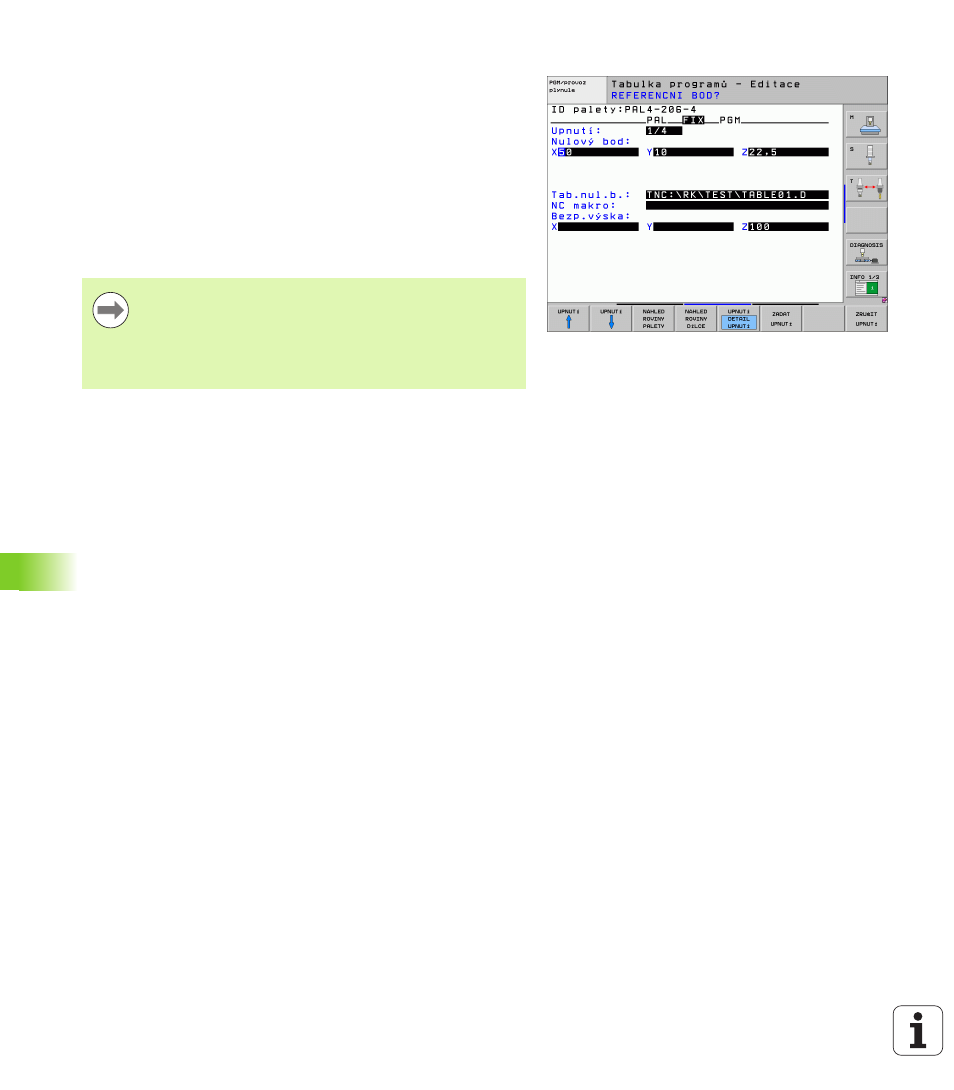
Nastavení podrobností v rovině upínání
Upínání: Zobrazí se číslo upínání, za lomítkem je uveden počet
upnutí v této rovině.
Nulový bod: Zadejte nulový bod pro upnutí
Tabulka NB: Zadejte název a cestu tabulky nulového bodu, která je
platná pro obrábění součásti. Zadání se převezme do roviny
obrobku.
NC-makro: U obrábění orientovaného na nástroje se provede
namísto normálního makra pro výměnu nástrojů makro
TCTOOLMODE.
Bezp. výška: (volitelná): Bezpečná poloha pro jednotlivé osy
vztažená k upnutí
Pro osy se mohou zadat bezpečné polohy, které lze
přečíst z NC-maker pomocí SYSREAD FN18 ID510 NR 6.
Pomocí SYSREAD FN18 ID510 NR 5 lze zjistit, zda byla
ve sloupci naprogramována nějak hodnota. Na udané
polohy se najede pouze tehdy, pokud se tyto hodnoty v
NC-makrech přečtou a příslušně naprogramují