1 zadání vztahující se k nástrojům, Posuv f, Otáčky vřetena s – HEIDENHAIN iTNC 530 (606 42x-02) ISO programming Uživatelská příručka
Stránka 166: Posuv f otáčky vřetena s
166
Programování: Nástroje
5.1 Zadání vzt
ahující se k nástroj
ů
m
5.1 Zadání vztahující se k
nástrojům
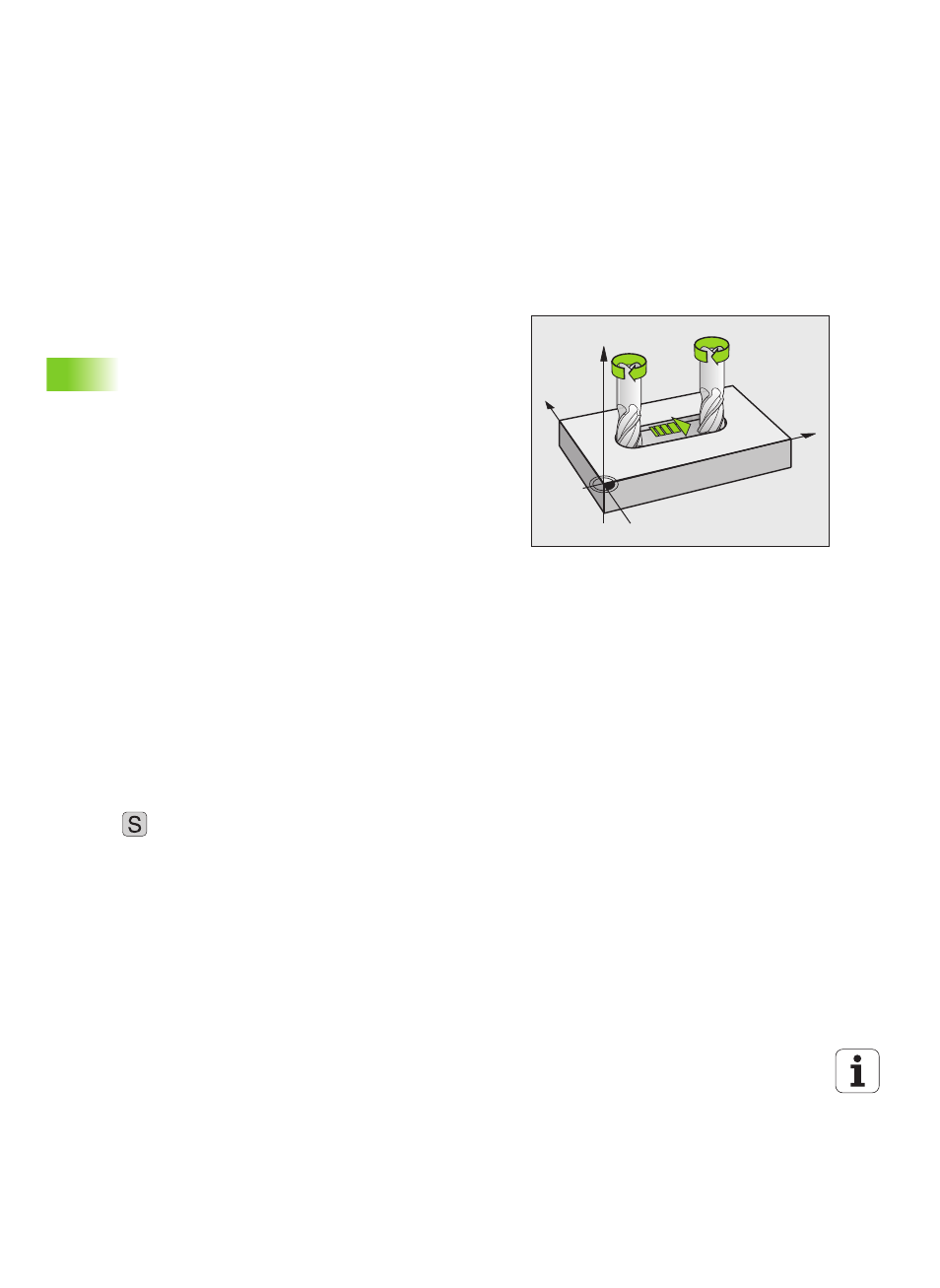
Posuv F
Posuv F je rychlost v mm/min (palcích/min), jíž se po své dráze
pohybuje střed nástroje. Maximální posuv může být pro každou osu
stroje rozdílný a je definován ve strojních parametrech.
Zadání
Posuv můžete zadat v T-bloku (Vyvolání nástroje) a v každém
polohovacím bloku (viz „Programování pohybů nástroje v DIN/ISO” na
stránce 100). V milimetrových programech zadávejte posuv
v mm/min, v palcových programech z důvodu rozlišení v desetinách
palců/min.
Rychloposuv
Pro rychloposuv zadejte G00.
Trvání účinnosti
Posuv naprogramovaný číselnou hodnotou platí až do bloku, ve
kterém je naprogramován nový posuv. Je-li nový posuv G00
(rychloposuv), platí po dalším bloku s G01 opět poslední číselně
naprogramovaná hodnota posuvu.
Změna během provádění programu
Během provádění programu změníte posuv pomocí otočného
regulátoru posuvu override F.
Otáčky vřetena S
Otáčky vřetena S zadáváte v jednotkách otáčky za minutu (ot/min) v
bloku T (Vyvolání nástroje). Případně můžete řeznou rychlost Vc
definovat také v m/min.
Programovaná změna
V programu obrábění můžete měnit otáčky vřetena pomocí T-bloku
tím, že zadáte jen nové otáčky vřetena:
U
Naprogramujte otáčky vřetena: stiskněte tlačítko S na
znakové klávesnici
U
Zadejte nové otáčky vřetena
Změna během provádění programu
Během provádění programu změníte otáčky vřetena pomocí otočného
regulátoru otáček vřetena override S.
X
Y
Z
S
S
F