Úvod, Bku: viz „kompenzace šikmé polohy obrobku – HEIDENHAIN iTNC 530 (606 42x-02) ISO programming Uživatelská příručka
Stránka 496
496
Ruční provoz a seřizování
14.8 Kompenzace šikmé polohy obr
obku pomocí 3D-dotykové sondy
14.8 Kompenzace šikmé polohy
obrobku pomocí 3D-dotykové
sondy
Úvod
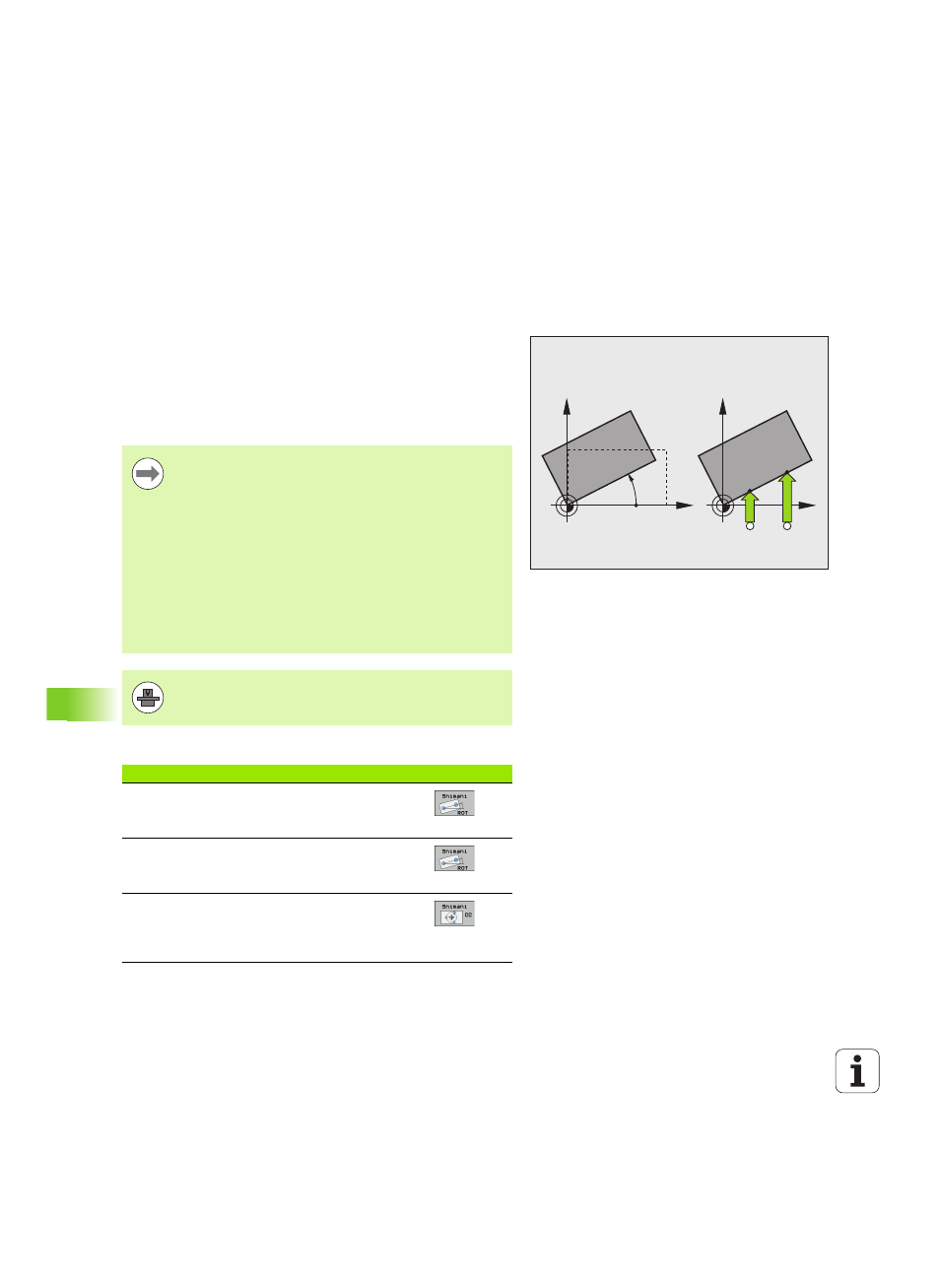
Šikmou polohu obrobku TNC kompenzuje výpočetně pomocí
„základního natočení“.
TNC nastaví úhel natočení na úhel, který má svírat povrch obrobku
s příslušnou osou obráběcí roviny. Viz obrázek vpravo.
Alternativně můžete kompenzovat šikmou polohu obrobku také
natočením otočného stolu .
Přehled
X
Y
PA
X
Y
A
B
Směr snímání k proměření šikmé polohy obrobku volte
vždy kolmo ke vztažné ose úhlu.
Aby se mohlo při provádění programu základní natočení
správně přepočíst, musíte v prvním pojezdovém bloku
naprogramovat obě souřadnice roviny obrábění.
Základní natočení můžete používat také v kombinaci
s funkcí PLANE – v tomto případě musíte nejdříve
aktivovat základní natočení a poté funkci PLANE.
Když změníte základní natočení, tak se TNC při opouštění
nabídky zeptá, zda si přejete uložit změněné základní
natočení také do právě aktivní řádky tabulky Preset.
V tomto případě potvrďte žádost klávesou ENT.
TNC může také provést skutečně trojrozměrnou
kompenzaci upnutí, pokud je váš stroj k tomu připraven.
Kontaktujte prosím výrobce vašeho stroje.
Cyklus
Softtlačítko
Základní natočení pomocí dvou bodů:
TNC zjistí úhel mezi spojnicí 2 bodů a cílovou
polohou (vztažnou osou úhlu)
Základní natočení pomocí 2 otvorů / čepů:
TNC zjistí úhel mezi spojnicí středu díry / čepu a
cílovou polohou (vztažnou osou úhlu).
Vyrovnání obrobku pomocí 2 bodů:
TNC zjistí úhel mezi spojnicí 2 bodů a cílovou
polohou (vztažnou osou úhlu) a kompenzuje
šikmou polohu natočením otočného stolu.