Korekce rádiusu nástroje, 3 korekce nástroje – HEIDENHAIN iTNC 530 (606 42x-02) ISO programming Uživatelská příručka
Stránka 201
HEIDENHAIN iTNC 530
201
5.3 Korekce nástroje
Korekce rádiusu nástroje
Programový blok pro pohyb nástroje obsahuje
G41 nebo G42 pro korekci rádiusu
G43 nebo G44, pro korekci rádiusu při osově rovnoběžném pojíždění
G40, nemá-li se korekce rádiusu provádět
Korekce rádiusu je účinná, jakmile je nástroj vyvolán a pojíždí se jím v
rovině obrábění některým přímkovým blokem s G41 nebo G42.
U korekce rádiusu nástroje TNC respektuje delta-hodnoty jak z T-
bloku, tak z tabulky nástrojů:
Hodnota korekce = R + DR
TOOL CALL
+ DR
TAB
kde
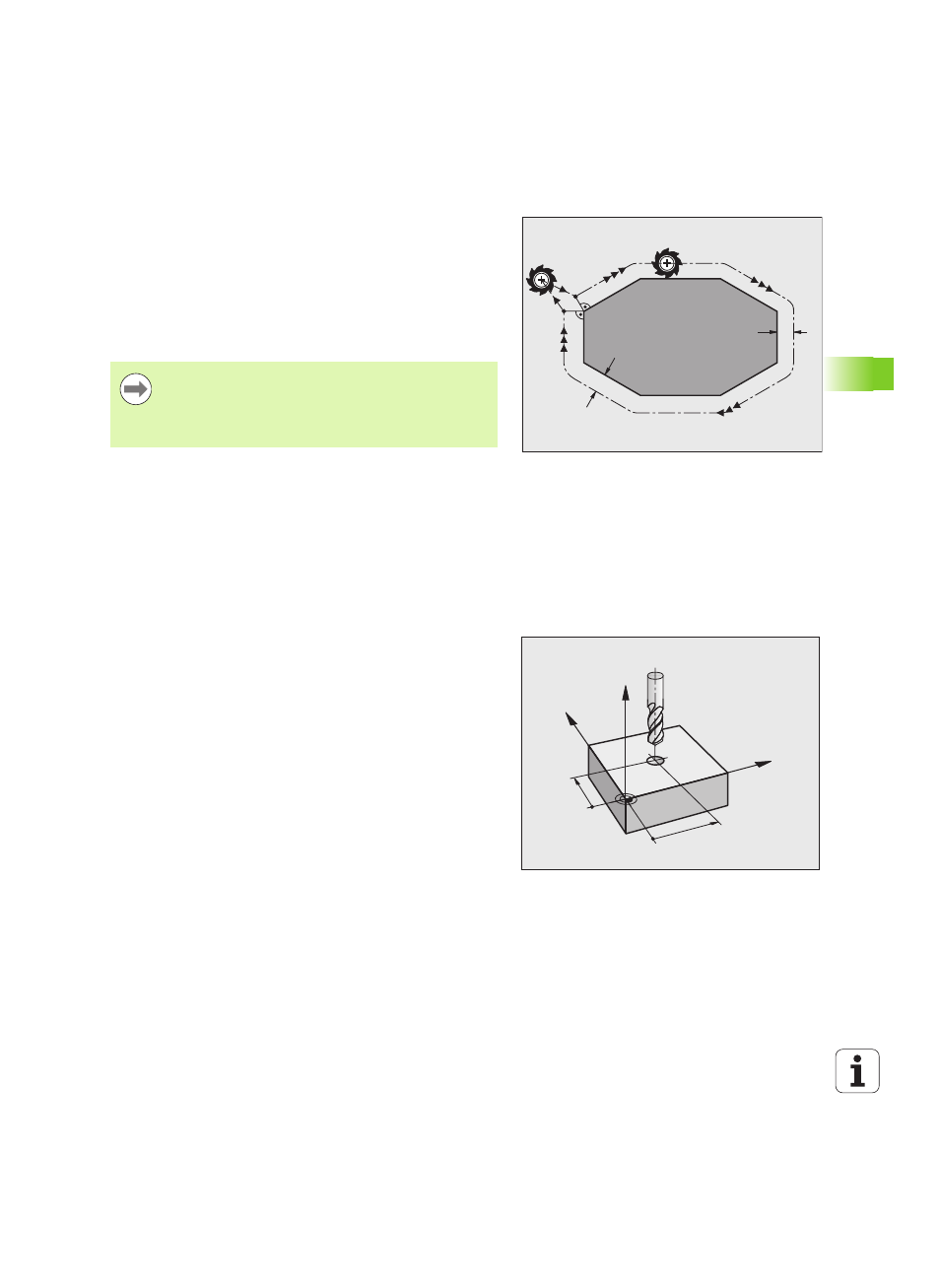
Dráhové pohyby bez korekce rádiusu: G40
Nástroj pojíždí svým středem po programované dráze v rovině
obrábění, případně po naprogramovaných souřadnicích.
Použití: vrtání, předpolohování.
R
R
G40
G41
TNC zruší korekci rádiusu, když:
naprogramujete přímkový blok s G40;
naprogramujete PGM CALL
navolíte nový program pomocí PGM MGT.
R:
Rádius nástroje R z G99-bloku nebo z tabulky
nástrojů
DR
TOOL CALL
:
Přídavek DR na rádius z T-bloku (indikace polohy
naň nebere zřetel)
DR
TAB:
Přídavek DR na rádius z tabulky nástrojů.
Y
X
Z
X
Y