HEIDENHAIN iTNC 530 (606 42x-02) ISO programming Uživatelská příručka
Stránka 424
424
Programování: Víceosové obrábění
12.2 Funkce PLANE: Naklopení roviny obráb
ění (volitelný sof
tware 1)
Příklad pro stroj s otočným stolem C a naklápěcím stolem A.
Programovaná funkce: PLANE SPATIAL SPA+0 SPB+45 SPC+0
Výběr způsobu transformace (volitelné zadání)
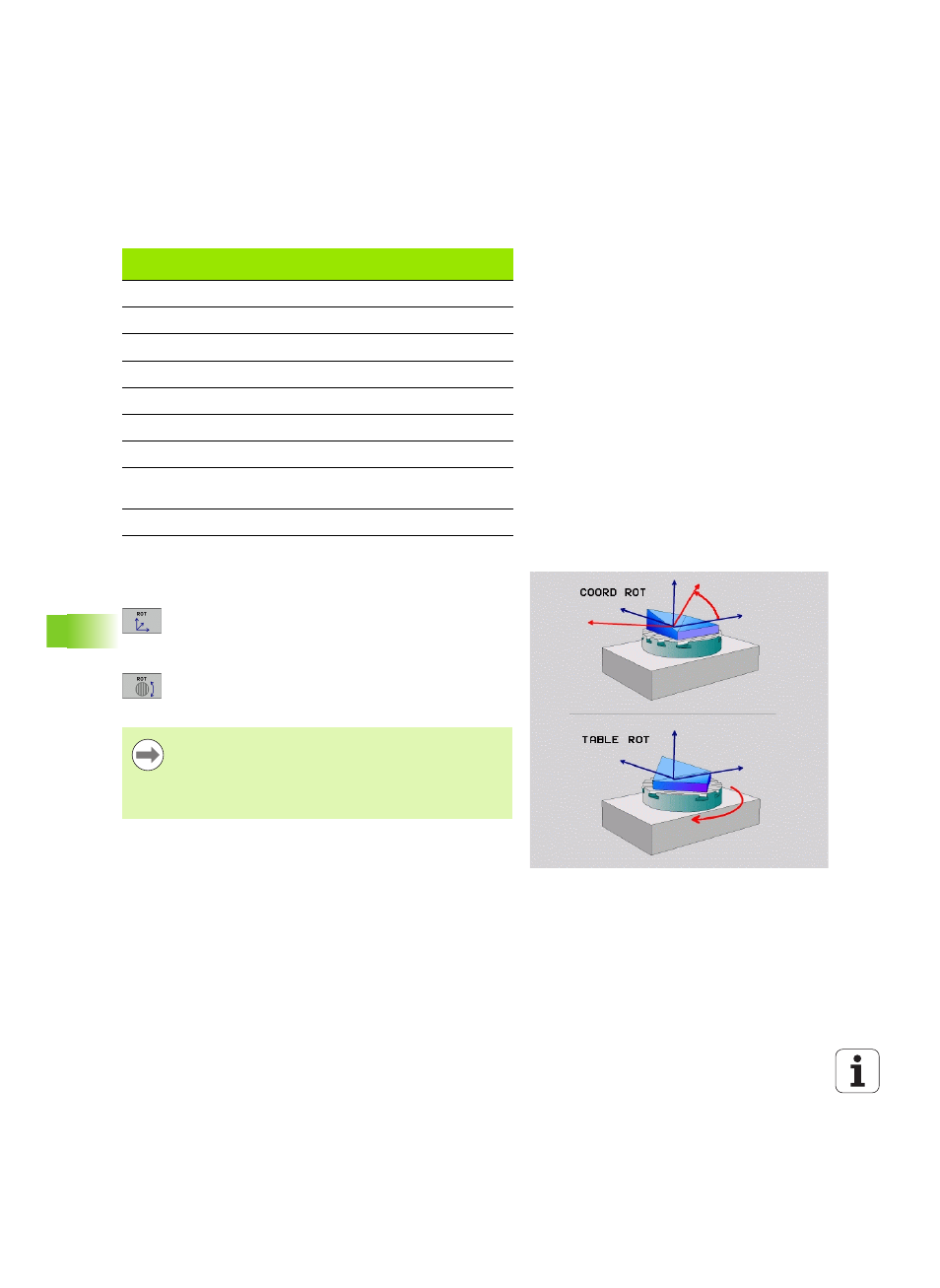
U strojů s kulatým stolem C je k dispozici funkce, kterou můžete určit
druh transformace:
U
COORD ROT určuje, že funkce PLANE má pouze
natočit souřadný systém na definovaný úhel
naklopení. Otočný stůl se nepohne, kompenzace
natočení se provede výpočetně.
U
TABLE ROT určuje, že funkce PLANE má
napolohovat otočný stůl na definovaný úhel natočení.
Kompenzace se provede natočením obrobku.
Koncový
vypínač
Výchozí
poloha
SEQ
Výsledné
postavení osy
Žádný
A+0, C+0
Neprogram.
A+45, C+90
Žádný
A+0, C+0
+
A+45, C+90
Žádný
A+0, C+0
–
A–45, C–90
Žádný
A+0, C-105
Neprogram.
A–45, C–90
Žádný
A+0, C-105
+
A+45, C+90
Žádný
A+0, C-105
–
A–45, C–90
–90 < A < +10
A+0, C+0
Neprogram.
A–45, C–90
–90 < A < +10
A+0, C+0
+
Chybové
hlášení
Žádný
A+0, C-135
+
A+45, C+90
Při použití funkce PLANE AXIS nemají funkce COORD
ROT a TABLE ROT žádnou funkci.
Použijete-li funkci TABLE ROT ve spojení se základním
natočením a úhlem naklopení 0, tak TNC naklopí stůl na
úhel definovaný v základním natočení.