Parametry cyklu – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Uživatelská příručka
Stránka 100
100
Obráběcí cykly: Řezání závitů v otvoru / Frézování závitů
4.4 VRTÁNÍ ZÁVIT
Ů
S LOMEM T
Ř
ÍSKY (cyklus 209, DIN/ISO:
G209, volitelný
sof
tware Advanced programming features – Pokro
čilé programovací funkce)
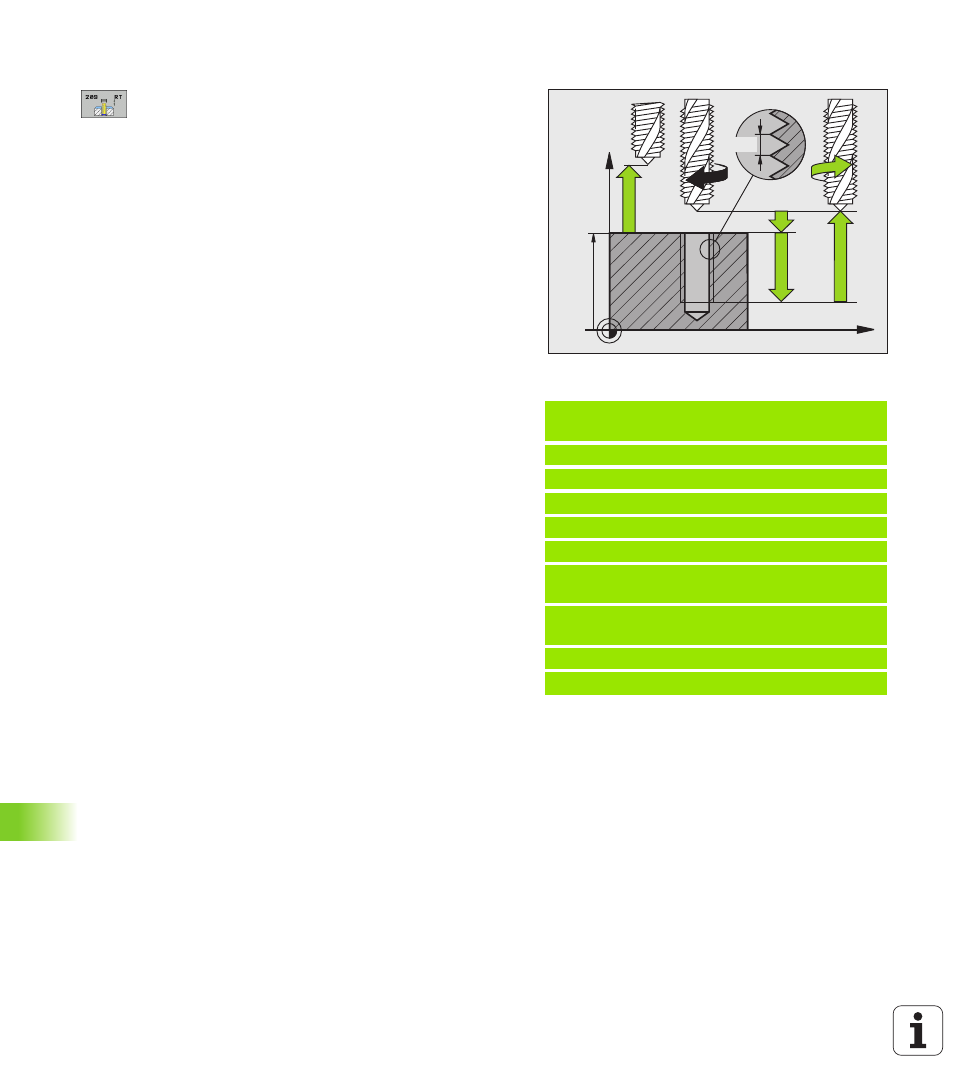
Parametry cyklu
U
Bezpečná vzdálenost Q200 (inkrementálně):
vzdálenost hrot nástroje (poloha startu) – povrch
obrobku. Rozsah zadávání 0 až 99 999,9999
U
Hloubka závitu Q201 (inkrementálně): vzdálenost
povrch obrobku – konec závitu. Rozsah zadávání
-99 999,9999 až 99 999,9999
U
Stoupání závitu Q239:
stoupání závitu. Znaménko definuje pravý nebo levý
závit:
+ = pravý závit
– = levý závit
Rozsah zadávání -99,9999 až 99,9999
U
Souřadnice povrchu obrobku Q203 (absolutně):
souřadnice povrchu obrobku. Rozsah zadávání
-99 999,9999 až 99 999,9999
U
2. bezpečná vzdálenost Q204 (inkrementálně):
souřadnice osy vřetena, v níž nemůže dojít ke kolizi
mezi nástrojem a obrobkem (upínadly). Rozsah
zadávání 0 až 99 999,9999
U
Hloubka vrtání do přerušení třísky Q257
(inkrementálně): přísuv, po němž TNC provede
přerušení třísky. Rozsah zadávání 0 až 99 999,9999
U
Zpětný pohyb při přerušení třísky Q256: TNC
vynásobí stoupání Q239 zadanou hodnotou a při
přerušování třísky odjede nástrojem o tuto
vypočtenou hodnotu zpět. Zadáte-li Q256 = 0, odjede
TNC pro odstranění třísky z díry zcela ven (na
bezpečnou vzdálenost). Rozsah zadávání 0,1000 až
99 999,9999
U
Úhel pro orientaci vřetena Q336 (absolutně): úhel,
na nějž TNC napolohuje nástroj před operací řezání
závitu. Díky tomu můžete závit případně doříznout.
Rozsah zadávání -360,0000 až 360,0000
U
Koeficient změny otáček při vyjetí Q403: koeficient,
kterým zvyšuje TNC otáčky vřetena – a tím i posuv
odjíždění – při výjezdu z otvoru. Rozsah zadávání
0,0001 až 10, zvýšení maximálně na maximum
aktivního převodového stupně
Vyjetí nástroje při přerušení programu
Stisknete-li během řezání závitu externí tlačítko STOP, zobrazí TNC
softtlačítko RUČNÍ VYJETÍ. Když stisknete softklávesu RUČNÍ
VYJETÍ, můžete nástrojem řízeně vyjet. K tomu stiskněte tlačítko
kladného směru aktivní osy vřetena.
Példa: NC-bloky
26 CYCL DEF 209 VRTÁNÍ ZÁVITU S
PŘERUŠENÍM TŘÍSKY
Q200=2
;BEZPEČNÁ VZDÁLENOST
Q201=-20 ;HLOUBKA
Q239=+1 ;STOUPÁNÍ ZÁVITU
Q203=+25 ;SOUŘADNICE POVRCHU
Q204=50 ;2. BEZPEČNÁ VZDÁLENOST
Q257=5
;HLOUBKA PŘERUŠENÍ
TŘÍSKY
Q256=+25 ;ZPĚT PŘI PŘERUŠENÍ
TŘÍSKY
Q336=50 ;ÚHEL VŘETENA
Q403=1,5 ;KOEFICIENT OTÁČEK
Z
X
Q203
Q204
Q200
Q201
Q239