9 měření šířky zevnitř (cyklus 425, din/iso: g425), Provádění cyklu, Při programování dbejte na tyto body – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Uživatelská příručka
Stránka 392
392
Cykly dotykových sond: Automatická kontrola obrobků
16.9 M
ĚŘ
ENÍ ŠÍ
Ř
KY ZEVNIT
Ř
(cyklus 425, DIN/ISO: G425)
16.9 MĚŘENÍ ŠÍŘKY ZEVNITŘ
(cyklus 425, DIN/ISO: G425)
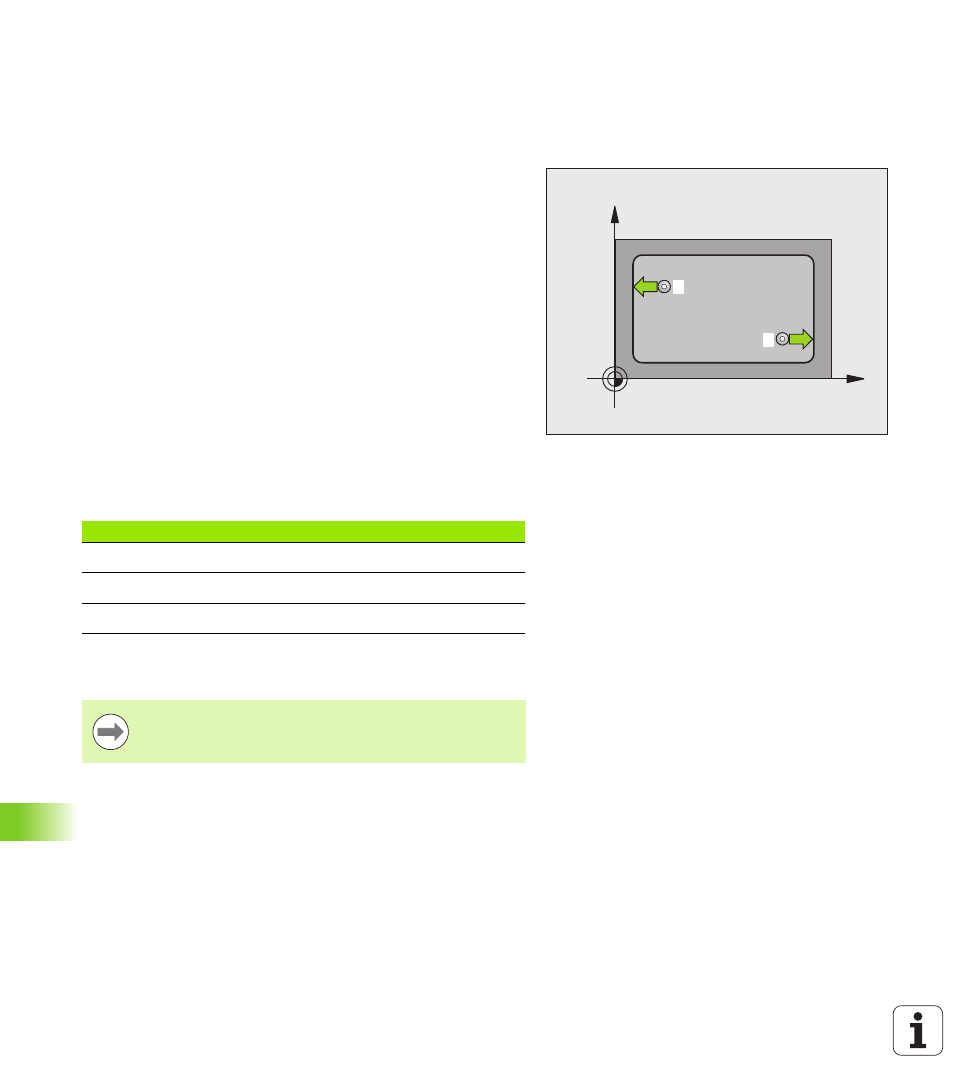
Provádění cyklu
Cyklus dotykové sondy 425 zjistí polohu a šířku drážky (kapsy). Pokud
jste v cyklu definovali příslušné hodnoty tolerance, provede TNC
porovnání cílové a aktuální polohy a uloží odchylku do systémového
parametru.
1 TNC napolohuje dotykovou sondu rychloposuvem (hodnota ze
sloupce FMAX) a podle polohovací logiky (viz „Zpracování cyklů
dotykové sondy” na stranì 283)k bodu snímání
1
. TNC vypočte
snímané body z údajů v cyklu a z bezpečné vzdálenosti ze sloupce
SET_UP tabulky dotykové sondy
2 Pak najede dotyková sonda na zadanou výšku měření a provede
první snímání snímacím posuvem (sloupec F). 1. snímání je vždy
v pozitivním směru naprogramované osy
3 Pokud zadáte pro druhé měření přesazení, pak jede TNC
dotykovou sondou (příp. v bezpečné výšce) do příštího bodu
snímání
2
a tam provede druhé snímání. U velkých cílových délek
polohuje TNC k druhému bodu snímání rychloposuvem.
Nezadáte-li žádné přesazení, změří TNC šířku přímo v protilehlém
směru
4 Poté umístí TNC dotykovou sondu zpět na bezpečnou výšku a
uloží aktuální hodnoty a odchylku do následujících Q-parametrů:
Při programování dbejte na tyto body!
X
Y
1
2
Číslo parametru
Význam
Q156 Skutečná hodnota naměřené délky
Q157
Skutečná hodnota polohy středové osy
Q166
Odchylka naměřené délky
Před definicí cyklu musíte naprogramovat vyvolání
nástroje pro definici osy dotykové sondy.