Provádění cyklu – HEIDENHAIN TNC 620 (340 56x-02) Cycle programming Uživatelská příručka
Stránka 180
Advertising
180
Obráběcí cykly: Obrysová kapsa
7.6 HRUBOVÁNÍ (cyklus 22, DIN/ISO:
G122, volitelný sof
tware Advanced
programming features – Pokro
čilé programovací funkce)
7.6 HRUBOVÁNÍ (cyklus 22,
DIN/ISO: G122, volitelný
software Advanced
programming features –
Pokročilé programovací
funkce)
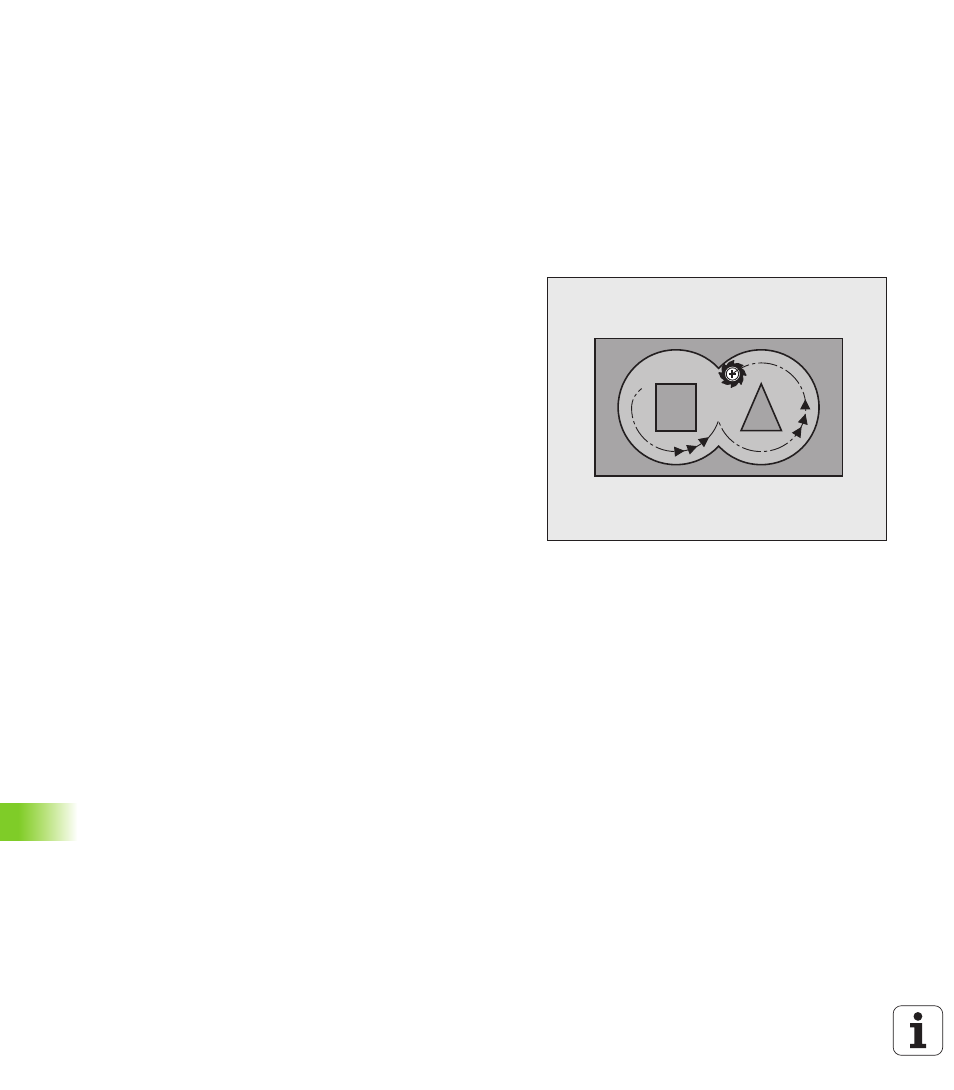
Provádění cyklu
1 TNC napolohuje nástroj nad bod zápichu; přitom se bere ohled na
přídavek na dokončení stěny
2 V první hloubce přísuvu frézuje nástroj posuvem pro frézování Q12
obrys zevnitř ven
3 Přitom se obrysy ostrůvků (zde: C/D) ofrézují s přiblížením k
obrysu kapes (zde: A/B).
4 V dalším kroku přejede TNC nástrojem do další hloubky přísuvu a
opakuje operaci hrubování, až se dosáhne naprogramované
hloubky.
5 Nakonec odjede TNC nástrojem zpět na bezpečnou výšku.
Advertising